

خط لصق لوحة الحذاء
تفاصيل الإنتاج
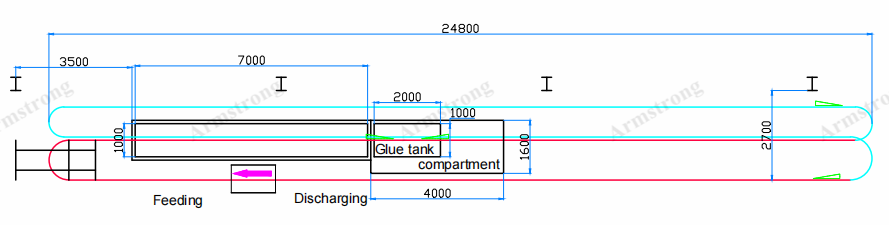
رسم تخطيطي للصق
تتطلب عملية غمس الحذاء في الغراء تعليق لوح الحذاء على سلسلة ناقلة، حيث يتم تسخينه مسبقًا ثم ينتقل لمسافة معينة في محلول الغراء الموجود في حوض الغمس بفعل حركة السلسلة الناقلة. بعد اللصق، يُرفع لوح الحذاء إلى الطابق الثاني ليجف طبيعيًا على مسافة طويلة. أخيرًا، يُعاد لوح الحذاء إلى الطابق الأرضي بواسطة ناقلة ويُخرج.
سير العمل:
| لا. | عملية | درجة حرارة | الوقت (بالدقائق) | ملحوظة |
| 1 | تغذية |
|
| يدوي |
| 2 | التسخين المسبق | 50-60 درجة مئوية | 4.5 |
|
| 3 | اغمر في الغراء | درجة حرارة الغرفة | 0.4 |
|
| 4 | التسوية والتجفيف بالهواء | درجة حرارة الغرفة | 50 |
|
| 5 | تسريح |
|
| يدوي |
يرجى الملاحظة: يمكن تصميم طول الخط وترتيب المساحة بالكامل وفقًا لمصنع العميل.

تصميم من طابقين

خزان الغراء
المزايا:
1. يبلغ طول السلسلة بالكامل حوالي 100 متر، وهي مُجمّعة من قضبان مستقيمة ومنحنية. كما صُمّم المسار بأكمله على شكل هيكل من طابقين لتقليل المساحة المبنية.
2. يتم التحكم في درجة حرارة النفق تلقائيًا بواسطة وحدة تحكم رقمية في درجة الحرارة، والتي يمكنها عرض درجة حرارة النفق والتحكم فيها في الوقت الفعلي.
3. جميع المحركات محمية ضد الحمل الزائد والدارة القصيرة.
4. تم تركيب مفاتيح إيقاف الطوارئ في كل محطة عمل رئيسية في خط الإنتاج لتسهيل التشغيل أثناء عملية الإنتاج..





