
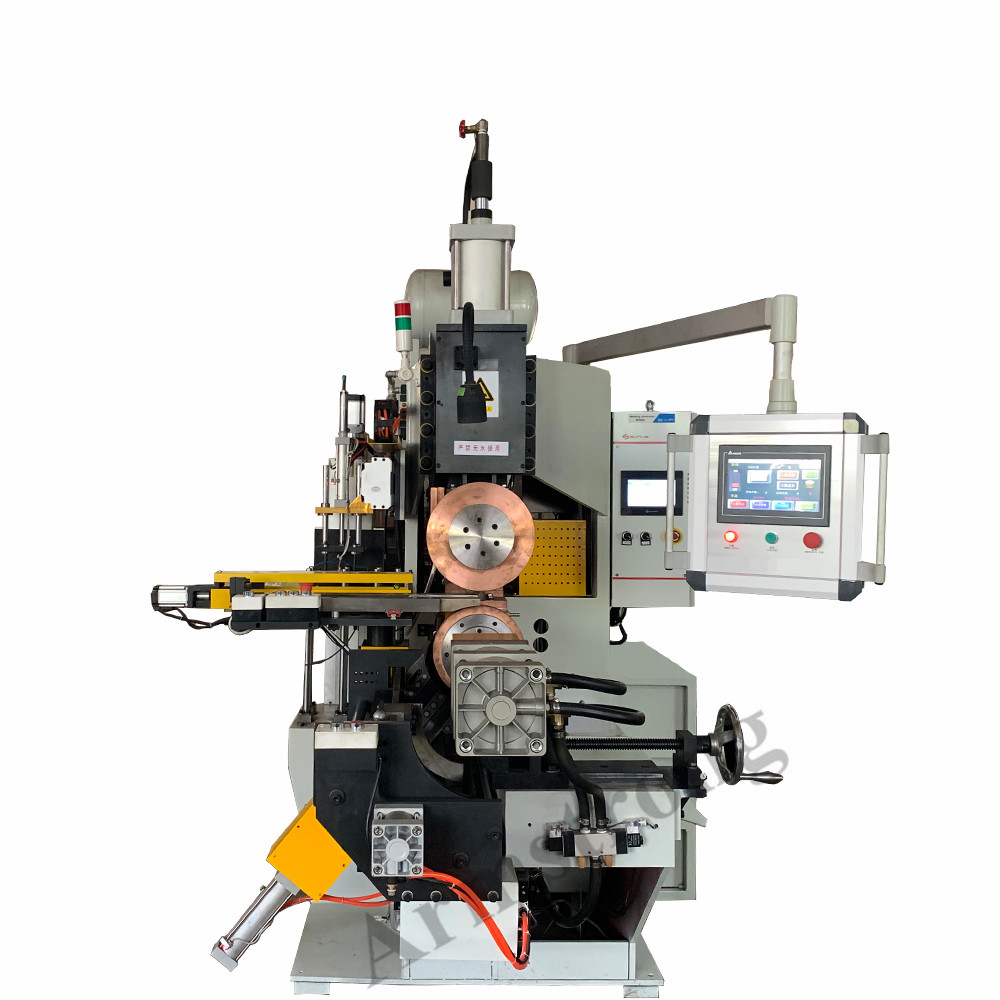



Машина за ролково заваряване A-BP400
Приложение:
Ролковото заваряване, известно още като периферно шевно заваряване, е метод, при който се използват чифт ролкови електроди, които заместват цилиндричните електроди на точковото заваряване, а заварените детайли се движат между ролките, за да се получи уплътняващ заваръчен шев с припокриващи се парчета за заваряване на детайлите. Обикновено се използва променливотоков импулсен ток или амплитудно модулиран ток, като може да се използва и трифазен (еднофазен) изправен, средночестотен и високочестотен постоянен ток. Ролковото заваряване се използва широко за заваряване на тънки листове от запечатани контейнери в нефтени варели, кутии, радиатори, резервоари за гориво за самолети и автомобили, ракети и снаряди. Обикновено дебелината на заваряването е в рамките на 3 мм от единичния лист.
Спирачната накладка в автомобила се състои главно от плоча и ребро. Обикновено тези две части се комбинират чрез заваряване, като в този случай се използва машина за ролково заваряване. Тази машина за ролково заваряване със средна честота за автомобилни спирачни накладки е идеално специално заваръчно оборудване, проектирано и произведено от нашата компания за производство на автомобилни спирачки, в съответствие с техническите изисквания за заваряване на спирачни накладки.
Оборудването има широк спектър от приложения и е подходящо за заваряване на единична армировка на автомобилни спирачни челюсти. Цифровият вход на сензорния екран се използва за управление на настройките на работата, което е лесно и удобно за работа.
Аксесоарите за оборудване (стелаж за панелни материали, кутия за проводимост, серво задвижване, затягаща форма, цилиндър за заваряване под налягане) са продукти на световноизвестни марки. В допълнение, високопрецизният планетарен редуктор може да подобри точността на позициониране на обувката.
Той също така използва едночипов микрокомпютър като основно управляващо устройство, което има характеристиките на проста схема, висока интеграция и интелигентност, намалява процента на повреди и е удобно за поддръжка.
Секцията за комуникация и управление с BCD код е външно свързана с индустриален компютър, PLC и друго управляващо оборудване, за да се реализира дистанционно управление и автоматично управление, което подобрява ефективността на работата. Могат да се съхранят 16 спецификации за заваряване, за да могат потребителите да извикат предварителната позиция.
Изходната честота на междинния честотен контролер е 1kHz, а регулирането на тока е бързо и точно, което не може да се постигне с обикновени машини за заваряване с мощностна честота.





