

জুতার প্লেট গ্লুইং লাইন
উৎপাদনের বিস্তারিত
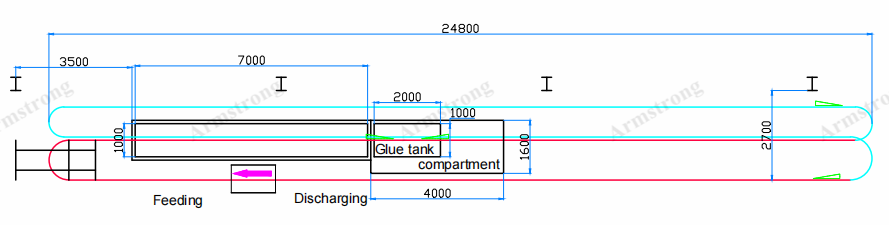
আঠালো লাইন অঙ্কন
আঠা ডুবানোর জন্য জুতার প্লেটটি কনভেয়র চেইনে ঝুলিয়ে রাখতে হয়, যাতে জুতার প্লেটটি প্রথমে গরম হতে পারে এবং কনভেয়র চেইনের ড্রাইভের নীচে ডিপিং পুলের আঠালো দ্রবণে একটি নির্দিষ্ট দূরত্ব অতিক্রম করতে পারে। আঠা লাগানোর পরে, জুতার প্লেটটি দ্বিতীয় তলা পর্যন্ত উপরে তোলা হবে এবং দীর্ঘ দূরত্ব অতিক্রম করার সাথে সাথে স্বাভাবিকভাবেই শুকিয়ে যাবে। অবশেষে, জুতার প্লেটটি কনভেয়র দ্বারা নিচতলায় ফিরিয়ে আনা হবে এবং বাইরে নিয়ে যাওয়া হবে।
কাজের প্রবাহ:
| না। | প্রক্রিয়া | টেম্প | সময় (মিনিট) | দ্রষ্টব্য |
| 1 | খাওয়ানো |
|
| ম্যানুয়াল |
| 2 | প্রাক-গরমকরণ | ৫০-৬০ ℃ | ৪.৫ |
|
| 3 | আঠা দিয়ে ডুবিয়ে দিন | রুম টেম্প | ০.৪ |
|
| 4 | সমতলকরণ এবং বায়ু শুকানো | রুম টেম্প | 50 |
|
| 5 | স্রাব |
|
| ম্যানুয়াল |
দয়া করে নোট করুন: লাইনের দৈর্ঘ্য এবং পুরো স্থানের বিন্যাস গ্রাহকের কারখানা অনুসারে ডিজাইন করা যেতে পারে।

২ তলার নকশা

আঠালো ট্যাঙ্ক
সুবিধাদি:
১. পুরো চেইনের দৈর্ঘ্য প্রায় ১০০ মিটার, সোজা এবং বাঁকা রেল থেকে একত্রিত। পায়ের ছাপ কমানোর জন্য পুরো ট্র্যাকটি ২-তলা কাঠামো হিসাবেও ডিজাইন করা হয়েছে।
২. টানেলের তাপমাত্রা স্বয়ংক্রিয়ভাবে একটি ডিজিটাল তাপমাত্রা নিয়ন্ত্রক দ্বারা নিয়ন্ত্রিত হয়, যা রিয়েল টাইমে টানেলের তাপমাত্রা প্রদর্শন এবং নিয়ন্ত্রণ করতে পারে।
৩. সমস্ত মোটর ওভারলোড এবং শর্ট সার্কিটের বিরুদ্ধে সুরক্ষিত।
৪. কাজের প্রক্রিয়া চলাকালীন সহজে পরিচালনার জন্য উৎপাদন লাইনের প্রতিটি প্রধান ওয়ার্কস্টেশনে জরুরি স্টপ সুইচ ইনস্টল করা হয়।.





