
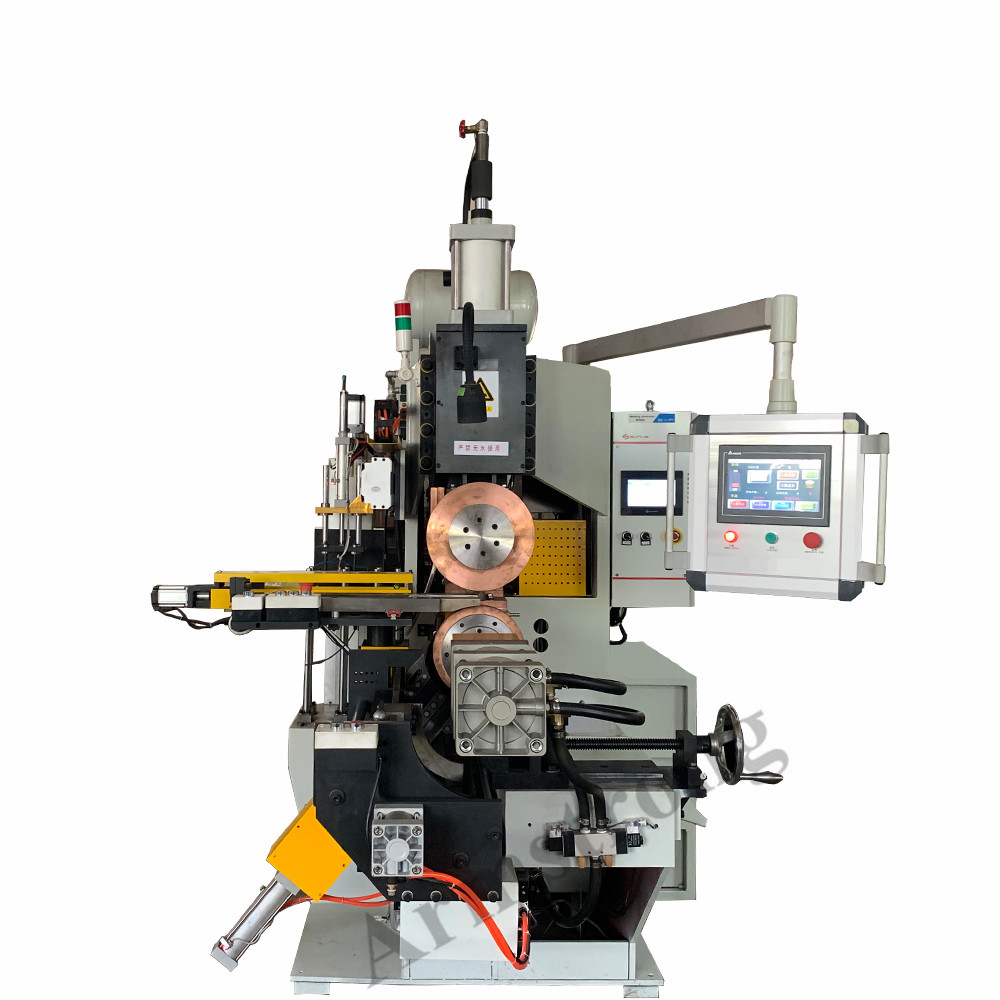



Válečkový svářecí stroj A-BP400
Aplikace:
Válcové svařování, známé také jako obvodové švové svařování, je metoda, která využívá dvojici válečkových elektrod jako náhradu válcových elektrod bodového svařování a svařované obrobky se pohybují mezi válci, čímž vzniká těsnicí svar s překrývajícími se kousky pro svařování obrobků. Obvykle se používá střídavý pulzní proud nebo amplitudově modulovaný proud, lze také použít třífázový usměrněný, středofrekvenční a vysokofrekvenční stejnosměrný proud. Válcové svařování se široce používá pro svařování tenkých plechů uzavřených nádob v sudech na olej, plechovkách, chladičích, palivových nádržích letadel a automobilů, raketách a střelách. Tloušťka svaru je obvykle do 3 mm u jednoho plechu.
Brzdová čelist v automobilu se skládá hlavně z desky a žebra. Tyto dvě části obvykle spojujeme svařováním a v tomto procesu působí válečkový svařovací stroj. Tento středofrekvenční válečkový svařovací stroj pro automobilové brzdové čelisti je ideální speciální svařovací zařízení, které naše společnost navrhla a vyrobila pro výrobu automobilových brzd v souladu s technickými požadavky na svařování brzdových čelistí.
Zařízení má širokou škálu použití a je vhodné pro svařování jednoduchých výztuh brzdových čelistí automobilů. Digitální vstup dotykové obrazovky se používá k ovládání nastavení provozu, což je jednoduché a pohodlné.
Příslušenství k zařízení (stojan na panelový materiál, vodivá skříň, servopohon, upínací forma, tlakový svařovací válec) jsou produkty světoznámých značek. Kromě toho vysoce přesný planetový reduktor může zlepšit přesnost polohování patky.
Jako hlavní řídicí jednotku také využívá jednočipový mikropočítač, který se vyznačuje jednoduchým obvodem, vysokou integrací a inteligencí, snižuje poruchovost a je vhodný pro údržbu.
Komunikační a BCD kódová řídicí sekce je externě propojena s průmyslovým počítačem, PLC a dalším řídicím zařízením pro realizaci dálkového ovládání a automatické správy, což zvyšuje efektivitu práce. Pro uživatele lze uložit 16 svařovacích specifikací, z nichž si mohou vyvolat přednastavenou polohu.
Výstupní frekvence mezifrekvenčního regulátoru je 1 kHz a regulace proudu je rychlá a přesná, čehož nelze dosáhnout běžnými svářečkami s výkonovým kmitočtem.





