

Kingaplaatide liimimisliin
Tootmise detail
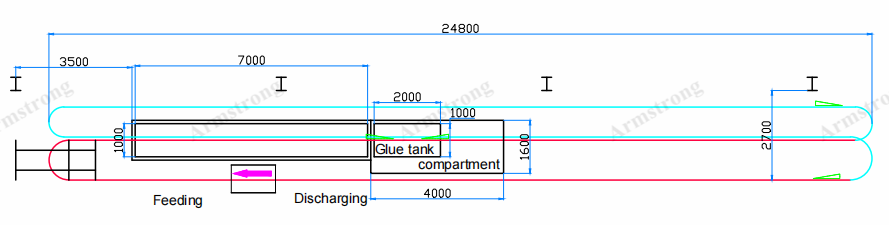
Liimimisjoone joonis
Liimi sissekastmiseks riputatakse kingaplaat konveieri ketile, et see saaks esmalt eelsoojenduda ja liikuda konveieri keti ajami all olevas kastmisbasseinis liimilahuses teatud vahemaa. Pärast liimimist tõstetakse kingaplaat teisele korrusele ja see kuivab pika vahemaa järel loomulikult. Lõpuks viiakse kingaplaat konveieri abil tagasi esimesele korrusele ja võetakse sealt välja.
Töövoog:
| Ei. | Protsess | TEMP | Aeg (min) | Märkus |
| 1 | Söötmine |
|
| Kasutusjuhend |
| 2 | Eelsoojendus | 50–60 ℃ | 4.5 |
|
| 3 | Kasta liimi sisse | Toa TEMP | 0,4 |
|
| 4 | Tasandamine ja õhu käes kuivatamine | Toa TEMP | 50 |
|
| 5 | Tühjendamine |
|
| Kasutusjuhend |
Pange tähele: liini pikkust ja kogu ruumi paigutust saab kujundada vastavalt kliendi tehasele.

2-korruseline disain

Liimipaak
Eelised:
1. Kogu keti pikkus on umbes 100 m, see on kokku pandud sirgetest ja kõveratest rööbastest. Kogu rööbastee on konstrueeritud kahekorruselisena, et vähendada jalajälge.
2. Tunneli temperatuuri kontrollib automaatselt digitaalne temperatuuriregulaator, mis suudab tunneli temperatuuri reaalajas kuvada ja juhtida.
3. Kõik mootorid on kaitstud ülekoormuse ja lühise eest.
4. Tootmisliini igasse peatööjaama on paigaldatud avariilülitid, et neid tööprotsessi ajal hõlpsalt kasutada..





