
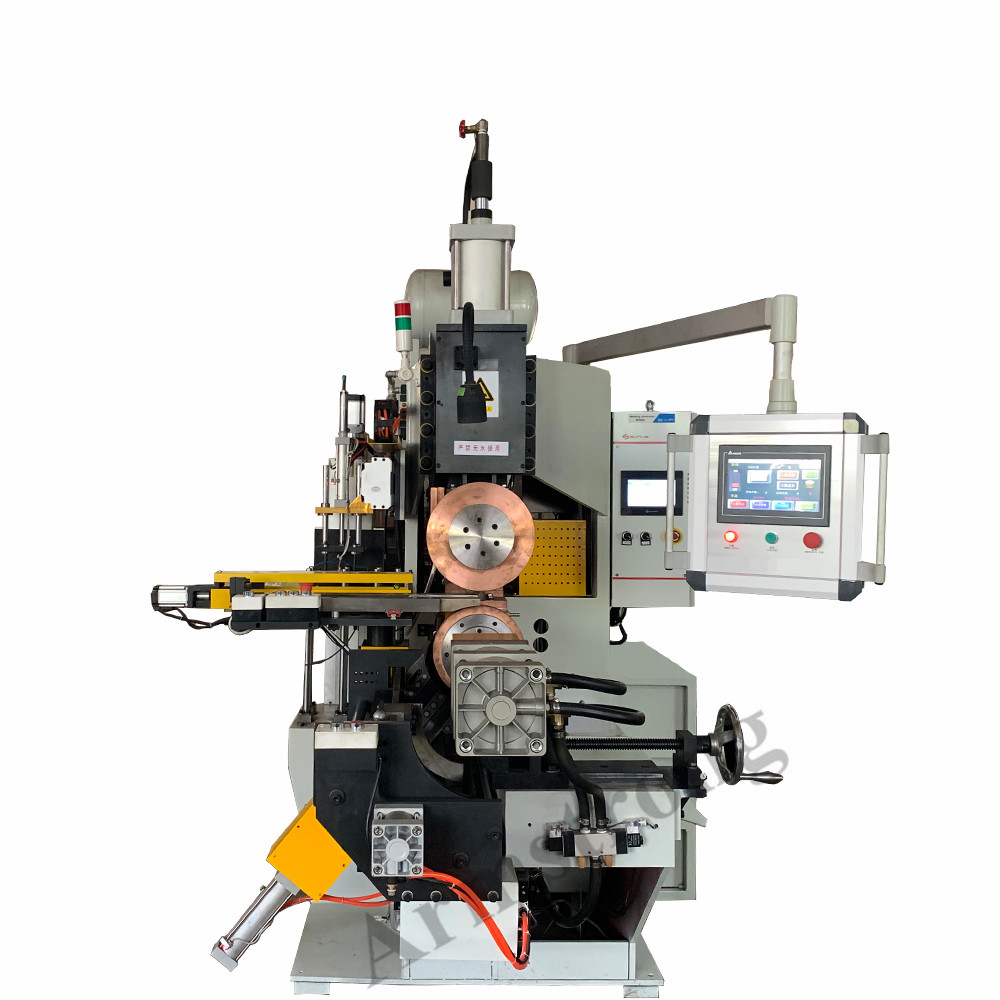



A-BP400 errodadura-soldagailu
Aplikazioa:
Arrabol bidezko soldadura, zirkunferentziazko jostura-soldadura bezala ere ezaguna, puntuzko soldaduraren elektrodo zilindrikoak ordezkatzeko arrabol bidezko elektrodo pare bat erabiltzen duen metodo bat da, eta soldatutako piezak arrabolen artean mugitzen dira gainjarritako nugget-ekin zigilatzeko soldadura bat sortzeko, piezak soldatzeko. Oro har, AC pultsu-korrontea edo anplitude-modulazioko korrontea erabiltzen da, eta hiru (faseko) zuzendutako, tarteko maiztasuneko eta maiztasun handiko DC korrontea ere erabil daiteke. Arrabol bidezko soldadura oso erabilia da olio-upeletan, latetan, erradiadoreetan, hegazkinen eta automobilen erregai-tangetan, suzirietan eta misiletan zigilatutako ontzietan xafla meheak soldatzeko. Oro har, soldaduraren lodiera xafla bakarretik 3 mm-ra dago.
Automobilen balazta-zapata batez ere plaka batez eta saihets batez osatuta dago. Bi zati hauek normalean soldadura-prozesuaren bidez konbinatzen ditugu, eta arrabol-soldatzeko makinak une honetan eragiten du. Automobilen balazta-zapatarako tarteko maiztasuneko arrabol-soldatzeko makina hau gure enpresak diseinatu eta fabrikatutako soldadura-ekipo berezi aproposa da, autoen balazta-ekoizpenerako, balazta-zapaten soldadura-eskakizun teknikoen arabera.
Ekipamenduak aplikazio sorta zabala du eta egokia da automobilen balazta-zapataren indargarri bakarra soldatzeko. Ukipen-pantailaren sarrera digitala erabiltzen da funtzionamendu-ezarpenak kontrolatzeko, eta erabiltzeko erraza eta erosoa da.
Ekipamenduaren osagarriak (panel materialaren euskarria, kaxa eroalea, servo unitatea, lotzeko moldea, presio bidezko soldadura zilindroa) mundu osoan ezagunak diren markako produktuak dira. Gainera, zehaztasun handiko planeta-erreduktoreak oinetakoaren kokapen zehaztasuna hobetu dezake.
Kontrol-unitate nagusi gisa txip bakarreko mikroordenagailua ere erabiltzen du, zirkuitu sinplearen, integrazio handiko eta adimen handiko ezaugarriak dituena, hutsegite-tasa murrizten duena eta mantentze-lanetarako egokia dena.
Komunikazio eta BCD kodearen kontrol funtzioen atala kanpotik konektatuta dago industria-ordenagailuarekin, PLCarekin eta beste kontrol-ekipo batzuekin, urrutiko kontrola eta kudeaketa automatikoa lortzeko, eta horrek lanaren eraginkortasuna hobetzen du. 16 soldadura-zehaztapen gorde daitezke erabiltzaileek aurre-posizioa dei dezaten.
Tarteko maiztasuneko kontrolagailuaren irteerako maiztasuna 1 kHz da, eta uneko erregulazioa azkarra eta zehatza da, ohiko potentzia-maiztasuneko soldadura-makinek lortu ezin dutena.





