

Kengänlevyjen liimauslinja
Tuotannon yksityiskohdat
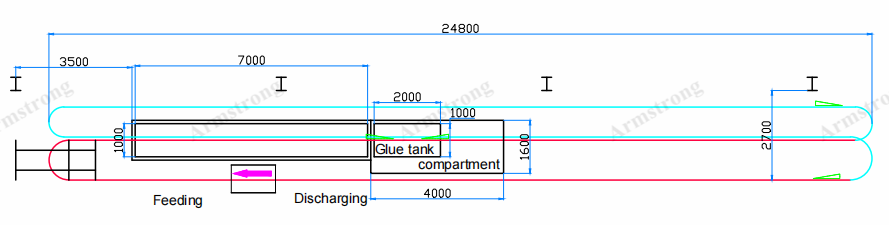
Liimausviivan piirtäminen
Liimaus vaatii kenkälevyn ripustamista kuljetinketjuun, jotta kenkälevy voi ensin esilämmittää ja kulkea tietyn matkan liimaliuoksessa upotusaltaassa kuljetinketjun voimanlähteen alla. Liimauksen jälkeen kenkälevy nostetaan toiseen kerrokseen ja se kuivuu luonnollisesti pitkän matkan kuluttua. Lopuksi kenkälevy palautetaan kuljettimella pohjakerrokseen ja viedään pois.
Työskentelyprosessi:
| Ei. | Käsitellä | LÄMPÖTILA | Aika (min) | Huomautus |
| 1 | Ruokinta |
|
| Manuaalinen |
| 2 | Esilämmitys | 50–60 ℃ | 4.5 |
|
| 3 | Upota liimaan | Huoneen lämpötila | 0,4 |
|
| 4 | Tasoitus ja ilmakuivaus | Huoneen lämpötila | 50 |
|
| 5 | Purkaus |
|
| Manuaalinen |
Huomaa: Linjan pituus ja koko tilan järjestely voidaan suunnitella asiakkaan tehtaan mukaan.

2-kerroksinen suunnittelu

Liimasäiliö
Edut:
1. Koko ketjun pituus on noin 100 m, ja se on koottu suorista ja kaarevista kiskoista. Koko rata on suunniteltu kaksikerroksiseksi jalanjäljen minimoimiseksi.
2. Tunnelin lämpötilaa säädetään automaattisesti digitaalisella lämpötilansäätimellä, joka voi näyttää ja säätää tunnelin lämpötilaa reaaliajassa.
3. Kaikki moottorit on suojattu ylikuormitukselta ja oikosululta.
4. Hätäpysäytyskytkimet on asennettu tuotantolinjan jokaiseen päätyöasemaan helppoa käyttöä varten työprosessin aikana.





