

શૂ પ્લેટ ગ્લુઇંગ લાઇન
ઉત્પાદન વિગતો
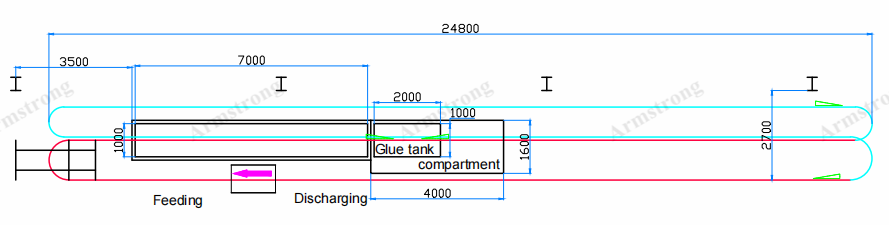
ગ્લુઇંગ લાઇન ડ્રોઇંગ
ગ્લુ ડિપિંગ માટે શૂ પ્લેટને કન્વેયર ચેઇન પર લટકાવવી જરૂરી છે, જેથી શૂ પ્લેટ પહેલા ગરમ થઈ શકે અને કન્વેયર ચેઇનના ડ્રાઇવ હેઠળ ડિપિંગ પૂલમાં ગ્લુ સોલ્યુશનમાં ચોક્કસ અંતર કાપી શકે. ગ્લુઇંગ કર્યા પછી, શૂ પ્લેટ બીજા માળ સુધી ઉંચી કરવામાં આવશે અને લાંબા અંતર સુધી કુદરતી રીતે સુકાઈ જશે. અંતે, શૂ પ્લેટને કન્વેયર દ્વારા ગ્રાઉન્ડ ફ્લોર પર પાછી લાવવામાં આવે છે અને બહાર કાઢવામાં આવે છે.
કાર્યપ્રવાહ:
| ના. | પ્રક્રિયા | ટેમ્પ | સમય (મિનિટ) | નોંધ |
| 1 | ખોરાક આપવો |
|
| મેન્યુઅલ |
| 2 | પ્રી હીટિંગ | ૫૦-૬૦ ℃ | ૪.૫ |
|
| 3 | ગુંદરમાં ડૂબાડો | રૂમ TEMP | ૦.૪ |
|
| 4 | સ્તરીકરણ અને હવા સૂકવણી | રૂમ TEMP | 50 |
|
| 5 | ડિસ્ચાર્જ |
|
| મેન્યુઅલ |
કૃપા કરીને નોંધ: લાઇન લંબાઈ અને સમગ્ર જગ્યાની ગોઠવણી ગ્રાહક ફેક્ટરી અનુસાર ડિઝાઇન કરી શકાય છે.

2 માળની ડિઝાઇન

ગુંદર ટાંકી
ફાયદા:
1. આખી સાંકળની લંબાઈ લગભગ 100 મીટર છે, જે સીધી અને વળાંકવાળી રેલથી એસેમ્બલ કરવામાં આવી છે. ફૂટપ્રિન્ટ ઘટાડવા માટે આખા ટ્રેકને 2 માળના માળખા તરીકે પણ ડિઝાઇન કરવામાં આવ્યો છે.
2. ટનલનું તાપમાન ડિજિટલ તાપમાન નિયંત્રક દ્વારા આપમેળે નિયંત્રિત થાય છે, જે વાસ્તવિક સમયમાં ટનલનું તાપમાન પ્રદર્શિત અને નિયંત્રિત કરી શકે છે.
૩. બધી મોટરો ઓવરલોડ અને શોર્ટ સર્કિટ સામે સુરક્ષિત છે.
4. કાર્ય પ્રક્રિયા દરમિયાન સરળ કામગીરી માટે ઉત્પાદન લાઇનના દરેક મુખ્ય વર્કસ્ટેશન પર ઇમર્જન્સી સ્ટોપ સ્વીચો ઇન્સ્ટોલ કરેલા છે..





