
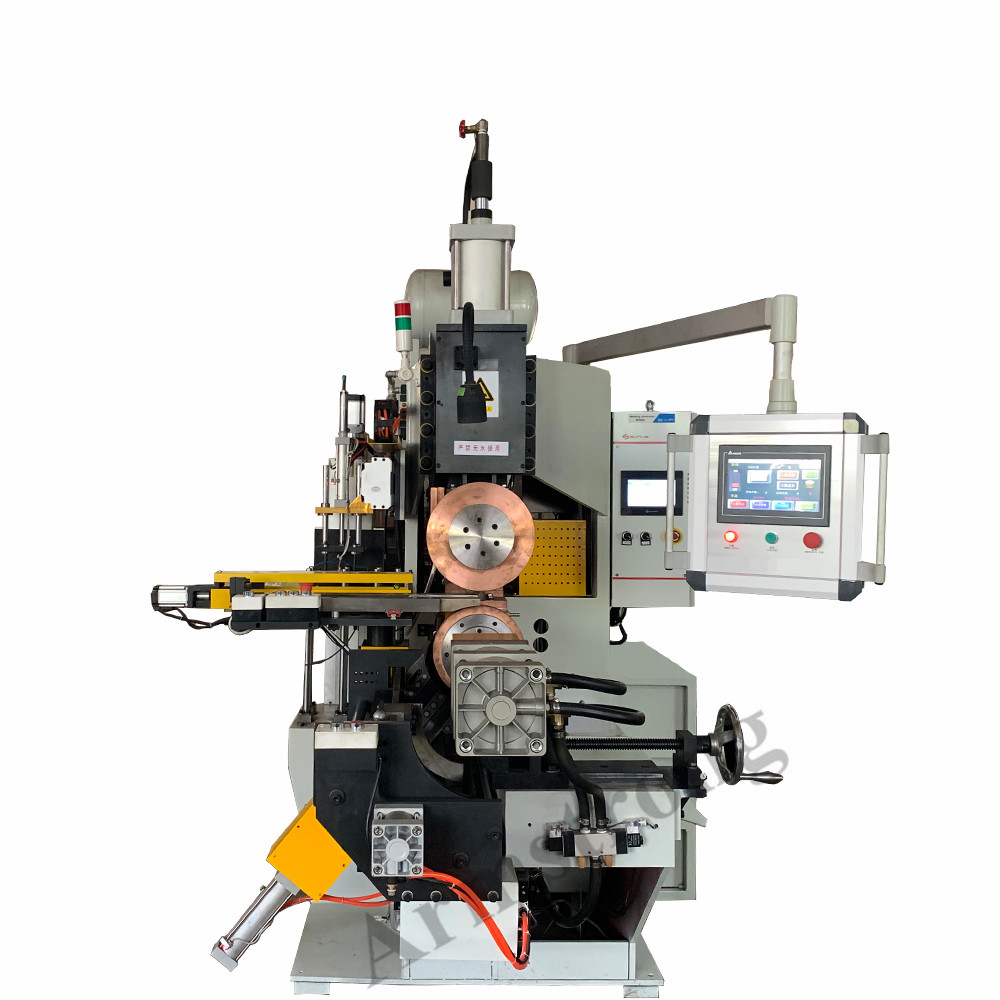



रोलर वेल्डिंग मशीन ए-बीपी400
आवेदन पत्र:
रोलर वेल्डिंग, जिसे परिधीय सीम वेल्डिंग भी कहा जाता है, एक ऐसी विधि है जिसमें स्पॉट वेल्डिंग के बेलनाकार इलेक्ट्रोडों के स्थान पर रोलर इलेक्ट्रोडों की एक जोड़ी का उपयोग किया जाता है। वेल्ड किए जाने वाले वर्कपीस रोलर्स के बीच से गुजरते हैं, जिससे ओवरलैपिंग नगेट्स के साथ सीलिंग वेल्ड बनता है। आमतौर पर एसी पल्स करंट या एम्प्लीट्यूड मॉड्यूलेशन करंट का उपयोग किया जाता है, और तीन (एकल) फेज रेक्टिफाइड, इंटरमीडिएट फ्रीक्वेंसी और हाई फ्रीक्वेंसी डीसी करंट का भी उपयोग किया जा सकता है। रोल वेल्डिंग का व्यापक रूप से उपयोग तेल ड्रम, डिब्बे, रेडिएटर, विमान और ऑटोमोबाइल ईंधन टैंक, रॉकेट और मिसाइलों में सीलबंद कंटेनरों की पतली प्लेटों की वेल्डिंग के लिए किया जाता है। आमतौर पर, वेल्डिंग की मोटाई एकल प्लेट के लिए 3 मिमी के भीतर होती है।
ऑटोमोबाइल में ब्रेक शू मुख्य रूप से एक प्लेट और एक रिब से बना होता है। हम आमतौर पर वेल्डिंग प्रक्रिया द्वारा इन दोनों भागों को जोड़ते हैं, और इस प्रक्रिया में रोलर वेल्डिंग मशीन का उपयोग किया जाता है। ऑटोमोबाइल ब्रेक शू के लिए यह इंटरमीडिएट फ्रीक्वेंसी रोलर वेल्डिंग मशीन एक आदर्श विशेष वेल्डिंग उपकरण है, जिसे हमारी कंपनी ने ब्रेक शू की वेल्डिंग तकनीकी आवश्यकताओं के अनुसार ऑटोमोबाइल ब्रेक उत्पादन के लिए डिज़ाइन और निर्मित किया है।
इस उपकरण के कई उपयोग हैं और यह ऑटोमोबाइल ब्रेक शू के सिंगल रीइन्फोर्समेंट की वेल्डिंग के लिए उपयुक्त है। ऑपरेशन सेटिंग्स को नियंत्रित करने के लिए टच स्क्रीन डिजिटल इनपुट का उपयोग किया जाता है, जो सरल और सुविधाजनक है।
उपकरण के सहायक उपकरण (पैनल सामग्री रैक, चालक बॉक्स, सर्वो ड्राइव, क्लैम्पिंग मोल्ड, प्रेशर वेल्डिंग सिलेंडर) विश्व प्रसिद्ध ब्रांडों के उत्पाद हैं। इसके अतिरिक्त, उच्च परिशुद्धता वाला प्लैनेटरी रिड्यूसर शू की स्थिति निर्धारण सटीकता को बेहतर बना सकता है।
इसमें मुख्य नियंत्रण इकाई के रूप में सिंगल चिप माइक्रो कंप्यूटर का उपयोग किया गया है, जिसमें सरल सर्किट, उच्च एकीकरण और बुद्धिमत्ता की विशेषताएं हैं, जिससे विफलता दर कम होती है और रखरखाव में आसानी होती है।
संचार और बीसीडी कोड नियंत्रण फ़ंक्शन अनुभाग औद्योगिक कंप्यूटर, पीएलसी और अन्य नियंत्रण उपकरणों से बाहरी रूप से जुड़ा होता है, जिससे दूरस्थ नियंत्रण और स्वचालित प्रबंधन संभव हो पाता है और कार्य कुशलता में सुधार होता है। उपयोगकर्ताओं द्वारा पूर्व स्थिति का उपयोग करने के लिए 16 वेल्डिंग विनिर्देशों को संग्रहीत किया जा सकता है।
मध्यवर्ती आवृत्ति नियंत्रक की आउटपुट आवृत्ति 1 किलोहर्ट्ज़ है, और वर्तमान विनियमन तेज और सटीक है, जो सामान्य पावर फ्रीक्वेंसी वेल्डिंग मशीनों द्वारा प्राप्त नहीं किया जा सकता है।





