

Linea di pressatura a caldo automatica
1. Applicazione:
Lo stampaggio a caldo è il processo più importante nella produzione delle guarnizioni dei freni. Durante l'alimentazione del materiale e la pressatura, l'area di lavoro è sempre polverosa. Tutti gli operatori devono indossare maschere protettive durante la produzione.
Per migliorare l'efficienza produttiva e ridurre i costi di manodopera, abbiamo sviluppato una linea di pressatura automatica per le guarnizioni dei freni. In passato, un operaio era responsabile di una o due presse, ma ora un operaio può gestire una linea automatica di pressatura a caldo (quattro presse a caldo).
2. Composizione della linea:
2.1Dispositivo di alimentazione del carrello per materie prime
La macchina miscelatrice può miscelare circa 250 kg di materia prima a ogni ciclo. Per adattarci a questa capacità di miscelazione, abbiamo progettato appositamente un dispositivo di alimentazione automatica con una capacità di carico di 250 kg.
Il dispositivo di alimentazione automatica dei carrelli adotta un carrello dedicato con una capacità di stoccaggio di 250 kg (0,4 m³) e utilizza un elevatore a fune d'acciaio (4 funi da 10 mm) per sollevare il carrello di alimentazione dedicato nella posizione appropriata e quindi procedere nella direzione orizzontale designata. Il carrello si sposta all'ingresso del carrello di alimentazione sulla pesatrice a due canali attraverso il binario, quindi scarica automaticamente la materia prima dal fondo del carrello.
Un set di dispositivi di alimentazione del materiale può essere collegato a un massimo di 4 unità di presse a caldo. Inoltre, questa macchina a quattro presse a caldo può produrre 4 diverse formule contemporaneamente.


Carrello di alimentazione delle materie prime
1.1Dispositivo di pesatura, alimentazione e scarico automatico
Questo dispositivo ha principalmente le seguenti funzioni:
1.1.1 Pesare i grammi di materia prima richiesta
1.1.2 Inserire la materia prima nella cavità dello stampo e livellare il materiale nella cavità
1.1.3 Spruzzare l'agente distaccante sul nucleo dello stampo
1.1.4 Posizionare il nucleo dello stampo nello stampo
1.1.5 Scaricare la guarnizione del freno finita dalla pressa al tavolo di lavoro
Il dispositivo automatico esegue il ciclo di pressatura per ogni strato, eliminando la necessità di spruzzare manualmente l'agente distaccante o di versare la materia prima nello stampo. Una pressa è dotata di un set di dispositivi automatici di pesatura, alimentazione e scarico.


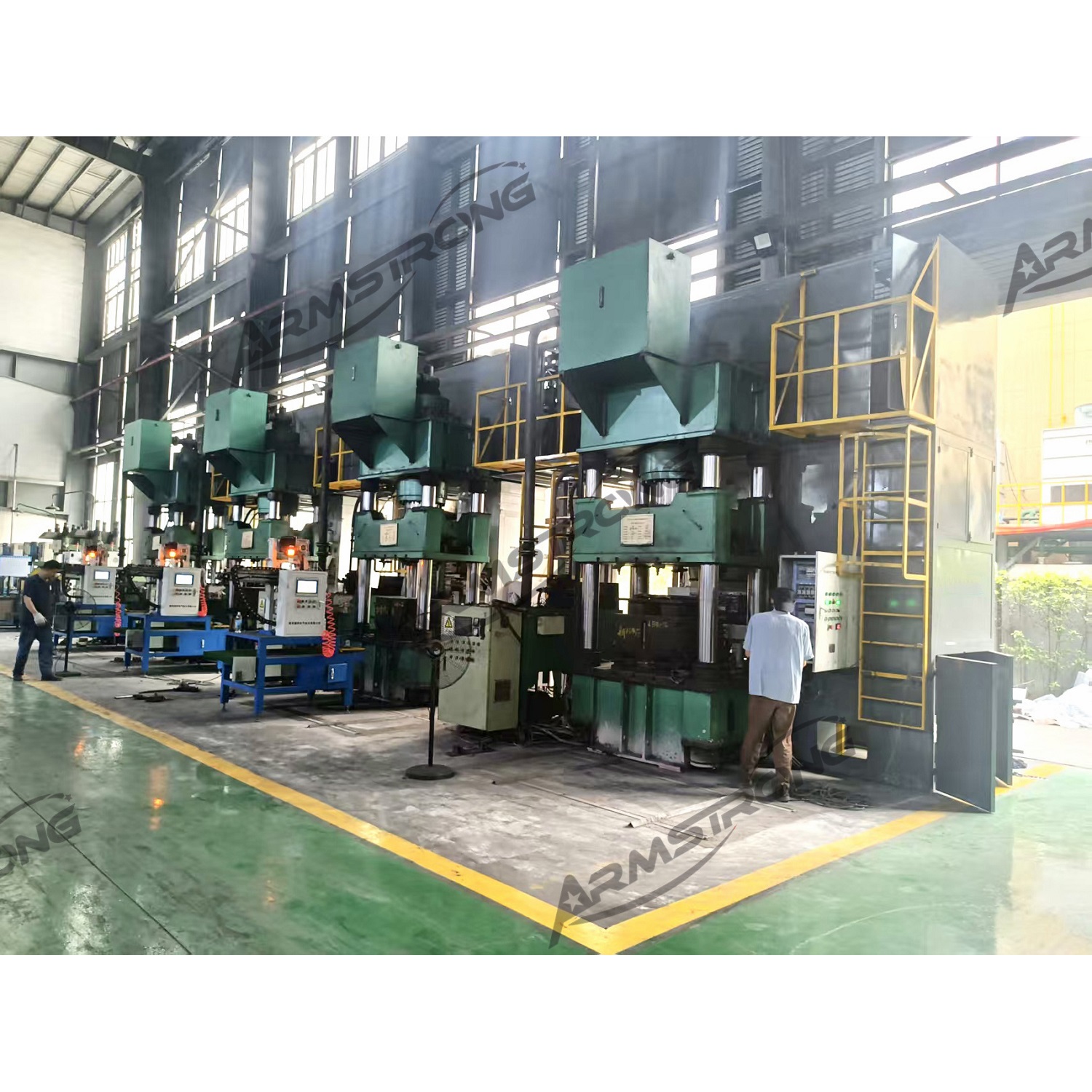
2.3Macchina per pressatura a caldo
Per le guarnizioni dei freni si consiglia di utilizzare una pressa a caldo da 500 tonnellate o 630 tonnellate. Lo stampo è solitamente progettato con 8 strati e 4 cavità.

3. I nostri vantaggi
3.1 Miglioramento significativo dell'efficienza produttiva: le linee di stampaggio a caldo automatizzate possono raggiungere una produzione continua, aumentando significativamente la produttività rispetto ai tradizionali metodi di produzione con una sola macchina o semi-automatici. I dati mostrano che la produttività di una pressa per turno è aumentata dai tradizionali 600 pezzi a circa 1000 pezzi dopo l'automazione.
3.2 Ridurre la richiesta di manodopera: nella tradizionale modalità semiautomatica, una persona può azionare solo 1 o 2 presse, mentre nelle linee di pressatura a caldo completamente automatiche, una persona può azionare 1-2 linee automatiche (4-8 presse), riducendo notevolmente i costi di manodopera.
3.3 Miglioramento della qualità del prodotto: le apparecchiature automatizzate garantiscono un controllo preciso di ogni tempo e pressione di pressatura, i dispositivi di pesatura assicurano rapporti accurati delle materie prime, riducono gli errori operativi umani e migliorano la consistenza e la stabilità del prodotto.
3.4 Miglioramento dell'ambiente di lavoro: nei tradizionali sistemi di produzione, i lavoratori devono lavorare in ambienti ad alta temperatura e alta concentrazione di polvere. Le linee di produzione automatizzate riducono l'esposizione diretta ad ambienti nocivi e proteggono la salute dei lavoratori.
3.5 Migliorare la precisione: rispetto al caricamento manuale delle partizioni, le apparecchiature automatizzate possono garantire un controllo preciso dello spazio tra le partizioni e le cavità dello stampo, migliorare la precisione di formatura delle pastiglie dei freni a tamburo e ridurre il volume di lavorazione successivo.
3.6 Ridurre i costi di produzione complessivi - Sebbene l'investimento in attrezzature sia significativo, a lungo termine il costo di produzione di ogni pastiglia freno può essere ridotto in modo significativo migliorando l'efficienza produttiva, riducendo la manodopera, abbassando il consumo di energia e aumentando l'utilizzo delle materie prime.
