

Automatesch Bremsbelagwägungs- a Presslinn
Déi ganz Logik vun der Linnaarbecht ass wéi follegt:
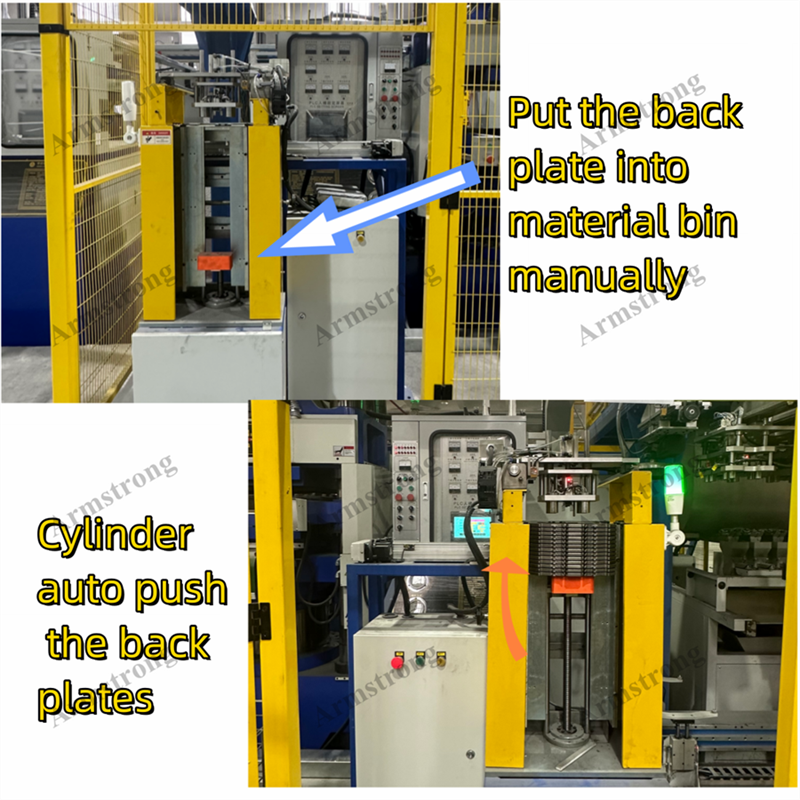
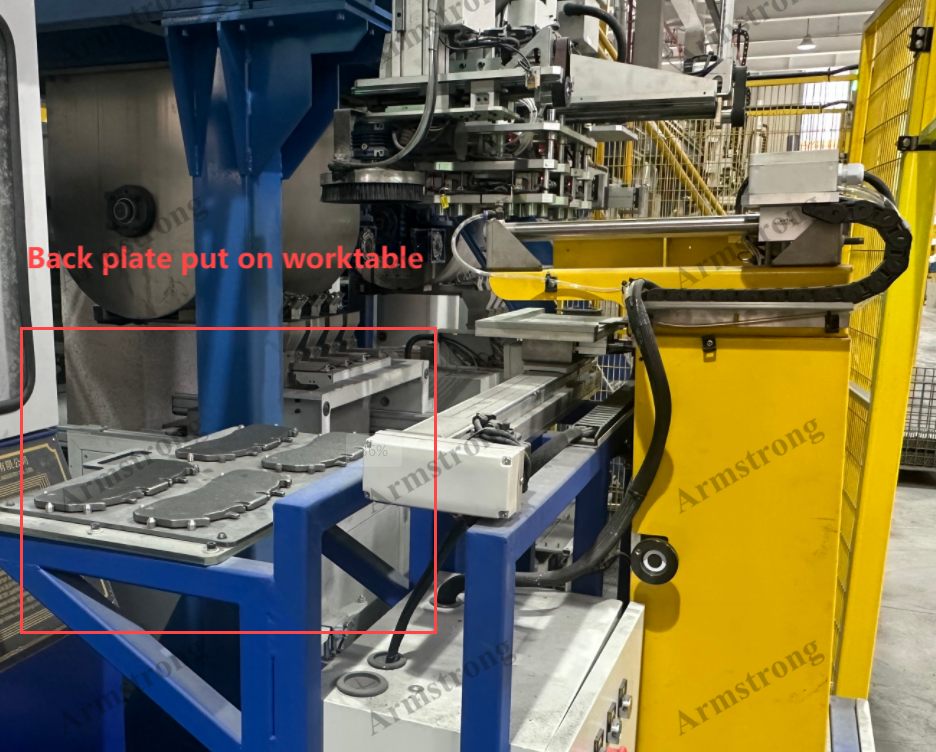
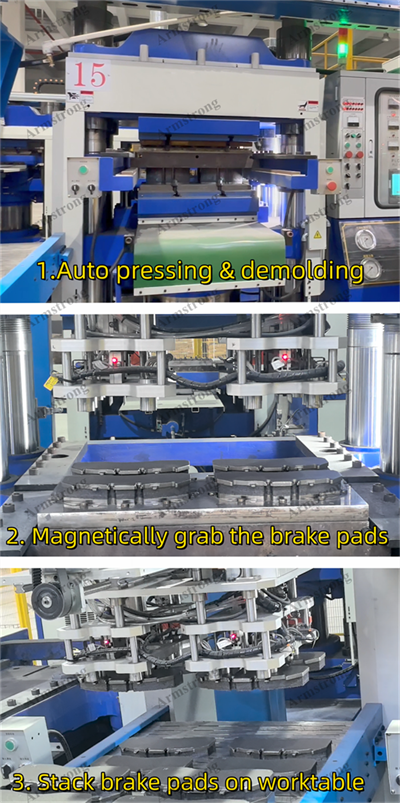
1. Den Aarbechter setzt d'Réckplack manuell an d'Réckplackbehälter, an de Roboter hält d'Réckplacken magnetesch a leet se op den Aarbechtsdësch vun der Réckplack.
2.Auto Gewiicht vum Rohmaterial vun all Kavitéit

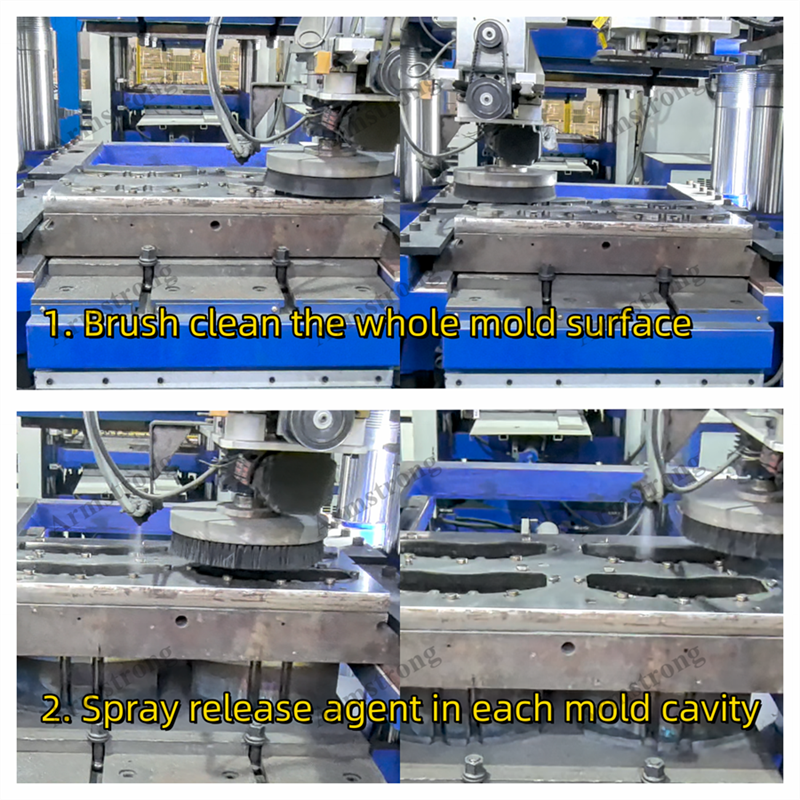
3. Benotzt e Biischt fir d'Uewerfläch vun der Form ze botzen a sprëtzt Trennmëttel an de Formhöhlen.
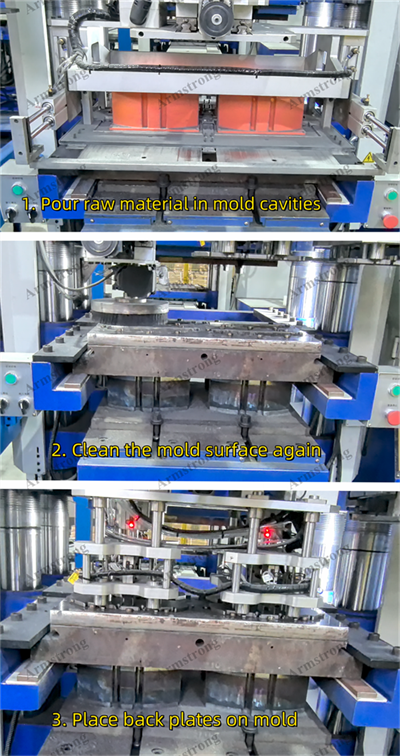
4. Gidd d'Rohmaterial an d'Höhlen, leet d'Réckplacken op d'Form a botzt d'Formuewerfläch.
5.Auto Pressen a gräifen déi fäerdeg Bremsbeläg op der Aarbechtsdësch
Virdeeler vun der automatescher Linn:
1. Een Aarbechter kann 2-3 Linnen iwwerpréiwen, eng niddreg Aarbechtsfuerderung spuert Aarbechtskäschten.
2. D'Autoslinn kann kontinuéierlech an 24 Stonnen schaffen, Non-Stop-Aarbecht erhéicht d'Produktiounseffizienz.
3. All Deel ass mat engem Detektor ausgestatt. Wann eng Feelfunktioun en Alarm ausléist a stoppt, reduzéiert dat d'Defektquote, déi duerch falsch Produktioun verursaacht gëtt.
4. D'Materialwieen & d'Gießen gëtt vun engem automatesche Manipulator fäerdeg gemaach, d'Aarbechter sinn net enger staubeger Aarbechtsëmfeld ausgesat, et ass méi gesondheetsfrëndlech.





