

Batų plokščių klijavimo linija
Gamybos detalės
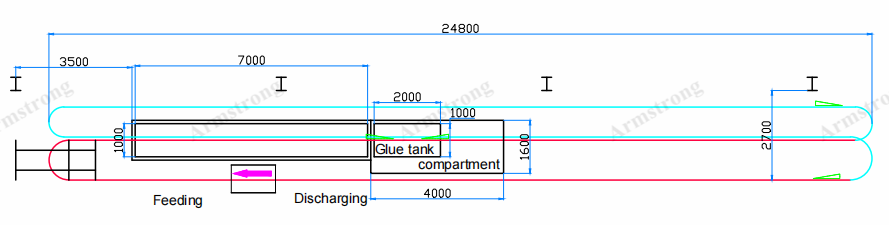
Klijavimo linijų brėžinys
Klijavimui reikia pakabinti padėklo plokštę ant konvejerio grandinės, kad ji pirmiausia įkaistų ir nueitų tam tikrą atstumą klijų tirpale, esančiame mirkymo vonelėje, po konvejerio grandinės pavara. Po klijavimo padėklo plokštė pakeliama į antrą aukštą ir natūraliai išdžiūsta dideliu atstumu. Galiausiai padėklo plokštė konvejeriu grąžinama į pirmąjį aukštą ir išimama.
Darbo eiga:
| Nr. | Procesas | TEMP | Laikas (min.) | Pastaba |
| 1 | Maitinimas |
|
| Rankinis |
| 2 | Išankstinis pašildymas | 50–60 ℃ | 4.5 |
|
| 3 | Panardinkite į klijus | Kambario temperatūra | 0,4 |
|
| 4 | Lyginimas ir džiovinimas oru | Kambario temperatūra | 50 |
|
| 5 | Išleidimas |
|
| Rankinis |
Pastaba: linijos ilgis ir visas erdvės išdėstymas gali būti suprojektuoti pagal kliento gamyklą.

2 aukštų dizainas

Klijų bakas
Privalumai:
1. Visos grandinės ilgis yra apie 100 m, ji surinkta iš tiesių ir lenktų bėgių. Visas bėgių kelias taip pat suprojektuotas kaip dviejų aukštų konstrukcija, siekiant sumažinti užimamą plotą.
2. Tunelio temperatūrą automatiškai kontroliuoja skaitmeninis temperatūros reguliatorius, kuris gali rodyti ir valdyti tunelio temperatūrą realiuoju laiku.
3. Visi varikliai yra apsaugoti nuo perkrovos ir trumpojo jungimo.
4. Avarinio stabdymo jungikliai įrengiami kiekvienoje pagrindinėje gamybos linijos darbo vietoje, kad būtų lengva juos valdyti darbo proceso metu..





