

शू प्लेट ग्लूइंग लाइन
उत्पादन तपशील
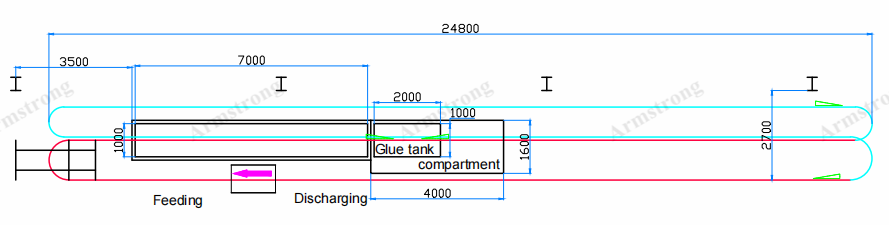
ग्लूइंग लाइन ड्रॉइंग
ग्लू डिपिंगसाठी शू प्लेट कन्व्हेयर चेनवर लटकवावी लागते, जेणेकरून शू प्लेट प्रथम गरम होण्यापूर्वी आणि कन्व्हेयर चेनच्या ड्राईव्हखाली डिपिंग पूलमधील ग्लू सोल्युशनमध्ये विशिष्ट अंतर प्रवास करू शकेल. ग्लूइंग केल्यानंतर, शू प्लेट दुसऱ्या मजल्यापर्यंत उंचावली जाईल आणि नैसर्गिकरित्या लांब अंतरापर्यंत सुकेल. शेवटी, शू प्लेट कन्व्हेयरद्वारे ग्राउंड फ्लोअरवर परत केली जाते आणि बाहेर काढली जाते.
कामाचा प्रवाह:
| नाही. | प्रक्रिया | तापमान | वेळ (मिनिटे) | टीप |
| 1 | आहार देणे |
|
| मॅन्युअल |
| 2 | पूर्व-गरमीकरण | ५०-६० ℃ | ४.५ |
|
| 3 | गोंद मध्ये बुडवा | खोलीचा TEMP | ०.४ |
|
| 4 | समतलीकरण आणि हवेत कोरडे करणे | खोलीचा TEMP | 50 |
|
| 5 | डिस्चार्ज |
|
| मॅन्युअल |
कृपया लक्षात ठेवा: रेषेची लांबी आणि संपूर्ण जागेची व्यवस्था ग्राहकांच्या कारखान्यानुसार डिझाइन केली जाऊ शकते.

२ मजल्यांचे डिझाइन

गोंद टाकी
फायदे:
१. संपूर्ण साखळीची लांबी सुमारे १०० मीटर आहे, जी सरळ आणि वक्र रेलपासून बनवली आहे. पायाचा ठसा कमीत कमी करण्यासाठी संपूर्ण ट्रॅक २ मजल्यांच्या रचनेत देखील डिझाइन केला आहे.
२. बोगद्याचे तापमान डिजिटल तापमान नियंत्रकाद्वारे स्वयंचलितपणे नियंत्रित केले जाते, जे रिअल टाइममध्ये बोगद्याचे तापमान प्रदर्शित आणि नियंत्रित करू शकते.
३. सर्व मोटर्स ओव्हरलोड आणि शॉर्ट सर्किटपासून संरक्षित आहेत.
४. कामाच्या प्रक्रियेदरम्यान सुलभ ऑपरेशनसाठी उत्पादन लाइनच्या प्रत्येक मुख्य वर्कस्टेशनवर आपत्कालीन स्टॉप स्विच स्थापित केले जातात..





