

जुत्ता प्लेट ग्लुइङ लाइन
उत्पादन विवरण
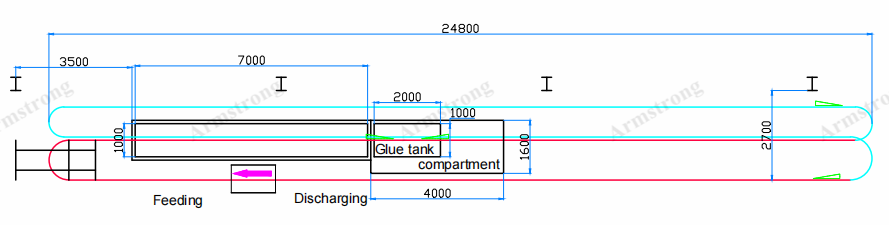
ग्लुइङ लाइन ड्रइङ
ग्लु डिपिङको लागि जुत्ता प्लेटलाई कन्भेयर चेनमा झुण्ड्याउनु पर्छ, ताकि जुत्ता प्लेट पहिले तताउन सकोस् र कन्भेयर चेनको ड्राइभ अन्तर्गत डिपिङ पूलमा ग्लु घोलमा निश्चित दूरी यात्रा गर्न सकोस्। ग्लुइङ गरेपछि, जुत्ता प्लेट दोस्रो तल्लासम्म उठाइनेछ र लामो दूरीसम्म स्वाभाविक रूपमा सुक्नेछ। अन्तमा, जुत्ता प्लेट कन्भेयरद्वारा भुइँ तल्लामा फिर्ता गरिन्छ र बाहिर निकालिन्छ।
कार्यप्रवाह:
| छैन। | प्रक्रिया | TEMP सम्बन्धी जानकारी | समय (मिनेट) | नोट |
| 1 | खुवाउने |
|
| म्यानुअल |
| 2 | पूर्व तताउने | ५०-६० ℃ | ४.५ |
|
| 3 | ग्लुमा डुबाउनुहोस् | कोठा TEMP | ०.४ |
|
| 4 | समतलीकरण र हावा सुकाउने | कोठा TEMP | 50 |
|
| 5 | डिस्चार्ज |
|
| म्यानुअल |
कृपया ध्यान दिनुहोस्: लाइनको लम्बाइ र सम्पूर्ण ठाउँको व्यवस्था ग्राहक कारखाना अनुसार डिजाइन गर्न सकिन्छ।

२ तल्लाको डिजाइन

ग्लु ट्याङ्की
फाइदा:
१. सम्पूर्ण चेनको लम्बाइ लगभग १०० मिटर छ, जुन सीधा र घुमाउरो रेलहरूबाट जोडिएको छ। सम्पूर्ण ट्र्याकलाई पदचिह्न कम गर्न २-तल्ला संरचनाको रूपमा पनि डिजाइन गरिएको छ।
२. सुरुङको तापक्रम स्वचालित रूपमा डिजिटल तापक्रम नियन्त्रकद्वारा नियन्त्रित हुन्छ, जसले वास्तविक समयमा सुरुङको तापक्रम प्रदर्शन र नियन्त्रण गर्न सक्छ।
३. सबै मोटरहरू ओभरलोड र सर्ट सर्किटबाट सुरक्षित छन्।
४. कार्य प्रक्रियाको क्रममा सजिलो सञ्चालनको लागि उत्पादन लाइनको प्रत्येक मुख्य कार्यस्थानमा आपतकालीन स्टप स्विचहरू स्थापना गरिएका छन्।.





