
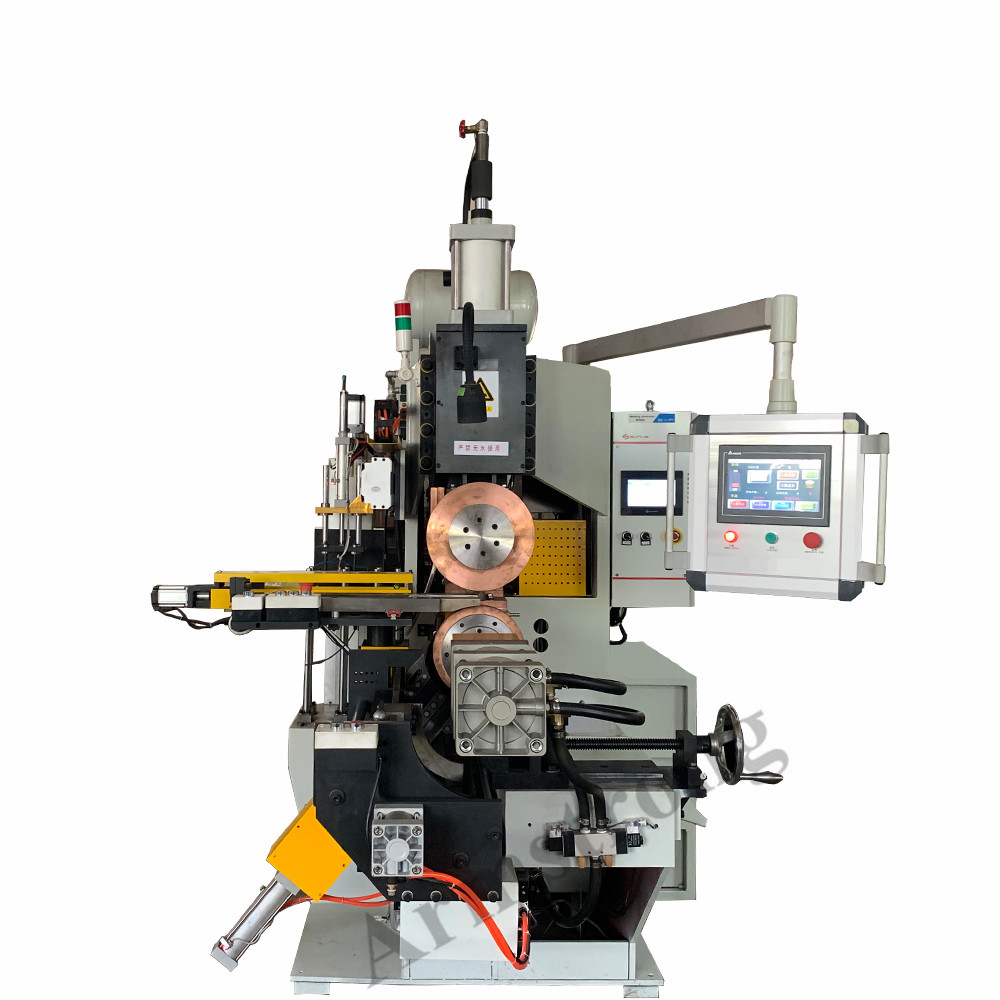



Valcový zvárací stroj A-BP400
Aplikácia:
Valcové zváranie, známe aj ako obvodové švové zváranie, je metóda, ktorá využíva dvojicu valcových elektród namiesto valcových elektród bodového zvárania a zvárané obrobky sa pohybujú medzi valcami, čím sa vytvára tesniaci zvar s prekrývajúcimi sa kúskami na zváranie obrobkov. Vo všeobecnosti sa používa striedavý pulzný prúd alebo amplitúdovo modulovaný prúd a možno použiť aj trojfázový usmernený, strednofrekvenčný a vysokofrekvenčný jednosmerný prúd. Valcové zváranie sa široko používa na zváranie tenkých plechov utesnených nádob v olejových sudoch, plechovkách, chladičoch, palivových nádržiach lietadiel a automobilov, raketách a strelách. Hrúbka zvaru je vo všeobecnosti do 3 mm od jedného plechu.
Brzdová čeľusť v automobile sa skladá hlavne z dosky a rebra. Tieto dve časti zvyčajne spájame zváraním a v tomto procese sa používa valcový zvárací stroj. Tento strednofrekvenčný valcový zvárací stroj pre automobilové brzdové čeľuste je ideálne špeciálne zváracie zariadenie navrhnuté a vyrobené našou spoločnosťou na výrobu automobilových bŕzd v súlade s technickými požiadavkami na zváranie brzdových čeľustí.
Zariadenie má širokú škálu aplikácií a je vhodné na zváranie jednoduchých výstuží brzdových čeľustí automobilov. Na ovládanie nastavení prevádzky sa používa digitálny vstup s dotykovou obrazovkou, čo je jednoduché a pohodlné na obsluhu.
Príslušenstvo k zariadeniu (stojan na panelový materiál, vodivá skrinka, servopohon, upínacia forma, tlakový zvárací valec) sú produkty svetoznámych značiek. Okrem toho vysoko presný planétový reduktor môže zlepšiť presnosť polohovania pätky.
Ako hlavnú riadiacu jednotku využíva aj jednočipový mikropočítač, ktorý sa vyznačuje jednoduchým obvodom, vysokou integráciou a inteligenciou, znižuje poruchovosť a je vhodný na údržbu.
Sekcia komunikácie a riadenia BCD kódom je externe prepojená s priemyselným počítačom, PLC a ďalšími riadiacimi zariadeniami, čo umožňuje diaľkové ovládanie a automatickú správu, čo zvyšuje efektivitu práce. Do pamäte je možné uložiť 16 zváracích špecifikácií, z ktorých si používatelia môžu vyvolať prednastavenú polohu.
Výstupná frekvencia medzifrekvenčného regulátora je 1 kHz a regulácia prúdu je rýchla a presná, čo bežné zváracie stroje s výkonovou frekvenciou nedokážu.





