
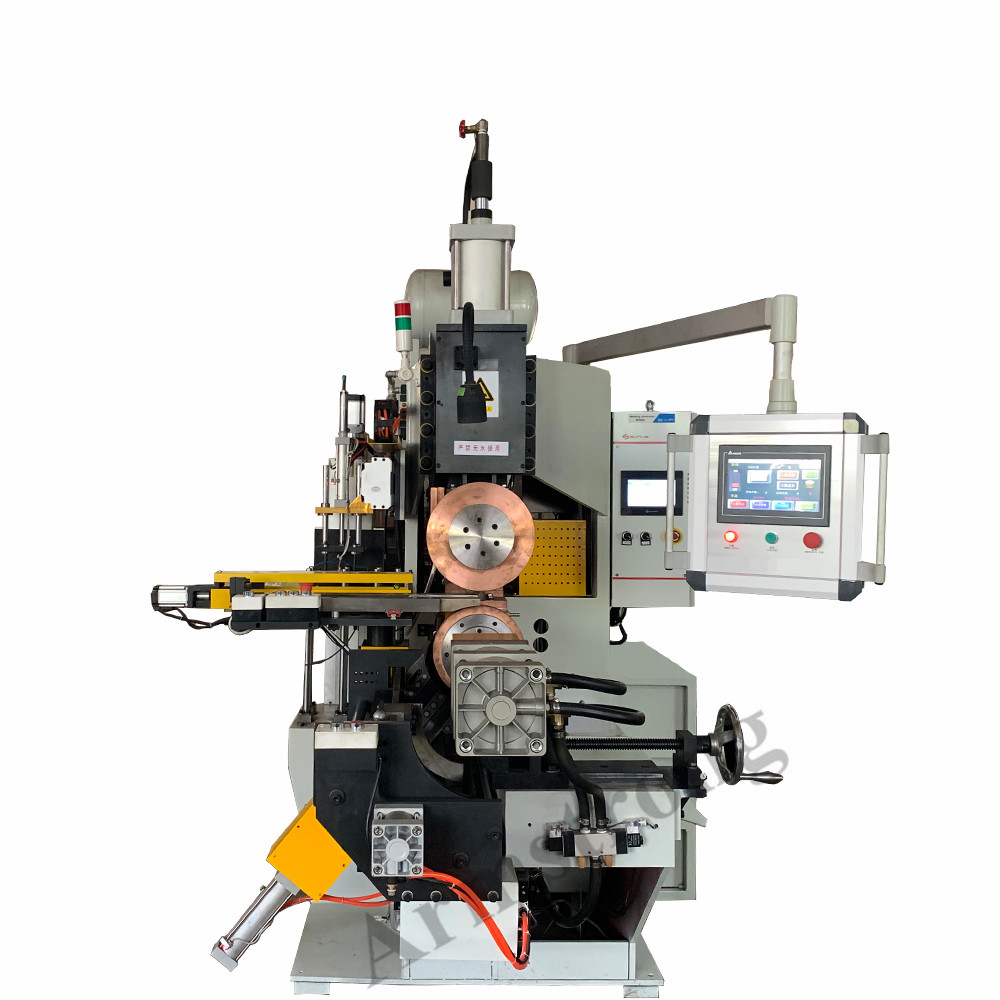



Rullsvetsmaskin A-BP400
Ansökan:
Rullsvetsning, även känd som omkretssömsvetsning, är en metod som använder ett par rullelektroder för att ersätta de cylindriska elektroderna vid punktsvetsning, och de svetsade arbetsstyckena rör sig mellan rullarna för att skapa en tätande svets med överlappande nuggets för att svetsa arbetsstyckena. Växelström med puls eller amplitudmoduleringsström används vanligtvis, och trefaslikriktad, mellanfrekvens och högfrekvent likström kan också användas. Rullsvetsning används ofta för tunnplåtssvetsning av förseglade behållare i oljefat, burkar, radiatorer, flygplans- och bilbränsletankar, raketer och missiler. Generellt sett är svetstjockleken inom 3 mm för en enda platta.
Bromsbacken i bilar består huvudsakligen av en platta och en ribba. Vi kombinerar vanligtvis dessa två delar genom svetsning, och det är vid denna tidpunkt som rullsvetsmaskinen fungerar. Denna mellanfrekvensrullsvetsmaskin för bilbromsbackar är en idealisk specialsvetsutrustning som är designad och tillverkad av vårt företag för bilbromsproduktion enligt de svetsningstekniska kraven för bromsbackar.
Utrustningen har ett brett användningsområde och är lämplig för svetsning av enkel armering i bilbromsbackar. Den digitala pekskärmsingången används för att styra driftsinställningarna, vilket är enkelt och bekvämt att använda.
Utrustningstillbehören (panelmaterialställ, ledande låda, servodrivning, klämform, trycksvetscylinder) är världskända märkesprodukter. Dessutom kan den högprecisionsplanetära reducern förbättra skons positioneringsnoggrannhet.
Den använder också en enda mikrodator som huvudstyrenhet, som har egenskaper som enkel krets, hög integration och intelligens, minskar felfrekvensen och är bekväm för underhåll.
Kommunikations- och BCD-kodkontrollfunktionen är externt ansluten till industridatorer, PLC och annan styrutrustning för att möjliggöra fjärrstyrning och automatisk hantering, vilket förbättrar arbetseffektiviteten. 16 svetsspecifikationer kan lagras för användare att anropa förinställda positioner.
Utgångsfrekvensen för mellanfrekvensregulatorn är 1 kHz, och strömregleringen är snabb och noggrann, vilket inte kan uppnås med vanliga kraftfrekvenssvetsmaskiner.





