

Автоматик кайнар пресслау линиясе
1. Кушымта:
Тормоз капламасы җитештерүнең иң мөһим процессы - кайнар пресслау. Материалны тукландыру һәм пресслау вакытында эш зонасы һәрвакыт тузанлы була. Барлык эшчеләр дә җитештерү вакытында саклагыч битлек кияргә тиеш.
Җитештерү нәтиҗәлелеген арттыру һәм хезмәт чыгымнарын киметү өчен, без тормоз каплавы өчен автомат пресслау линиясен эшлибез. Элек бер эшче бер яки ике пресслау машинасы белән җаваплы иде, хәзер бер эшче бер кайнар пресслау автомат линиясе (дүрт кайнар пресслау машинасы) белән җаваплы була ала.
2. Сызык составы:
2.1Чимал арбасын тукландыру җайланмасы
Бер циклда катнаштыру машинасы якынча 250 кг чималны катнаштыра ала. Бу катнаштыру куәтенә яраклашу өчен, без, аеруча, 250 кг йөкләү сыйдырышлы автоматик тукландыру җайланмасын эшләдек.
Автоматик арба ашату җайланмасы 250 кг (0,4 м³) сыйдырышлы махсус арба куллана һәм махсус ашату арбасын тиешле урынга күтәрү өчен корыч чыбык аркан (4 аркан 10 мм) тибындагы лифт куллана, аннары билгеләнгән горизонталь юнәлештә бара. Ике каналлы үлчәү машинасында юл аша ашату арбасының керү урынына күчегез, аннары чимал арба төбеннән автоматик рәвештә бушатыгыз.
Бер комплект материал тукландыру җайланмасы максимум 4 берәмлек кайнар пресслау машинасы белән тоташа ала. Моннан тыш, бу дүрт кайнар пресслау машинасы бер үк вакытта 4 төрле формула җитештерә ала.


Чимал белән тәэмин итү арбасы
1.1Автоматик үлчәү, ашату һәм бушату җайланмасы
Бу җайланма, нигездә, түбәндәге функцияләрне башкара:
1.1.1 Сорау чималның граммнарын үлчәгез
1.1.2 Чималны форма куышлыгына кертегез һәм куышлыктагы материалны тигезләгез
1.1.3 Аеру матдәсен калып үзәгенә сиптерегез
1.1.4 Калып үзәген формага урнаштырыгыз
1.1.5 Әзер тормоз катламын пресс машинасыннан эш өстәленә бушатыгыз
Һәр катламны басу өчен җайланманың автоматик циклы эшли, хезмәткәрләргә кул белән сиптерү яки чималны формага салу кирәк түгел. Бер басу машинасы бер комплект автоматик үлчәү, ашату һәм бушату җайланмасы белән җиһазландырылган.


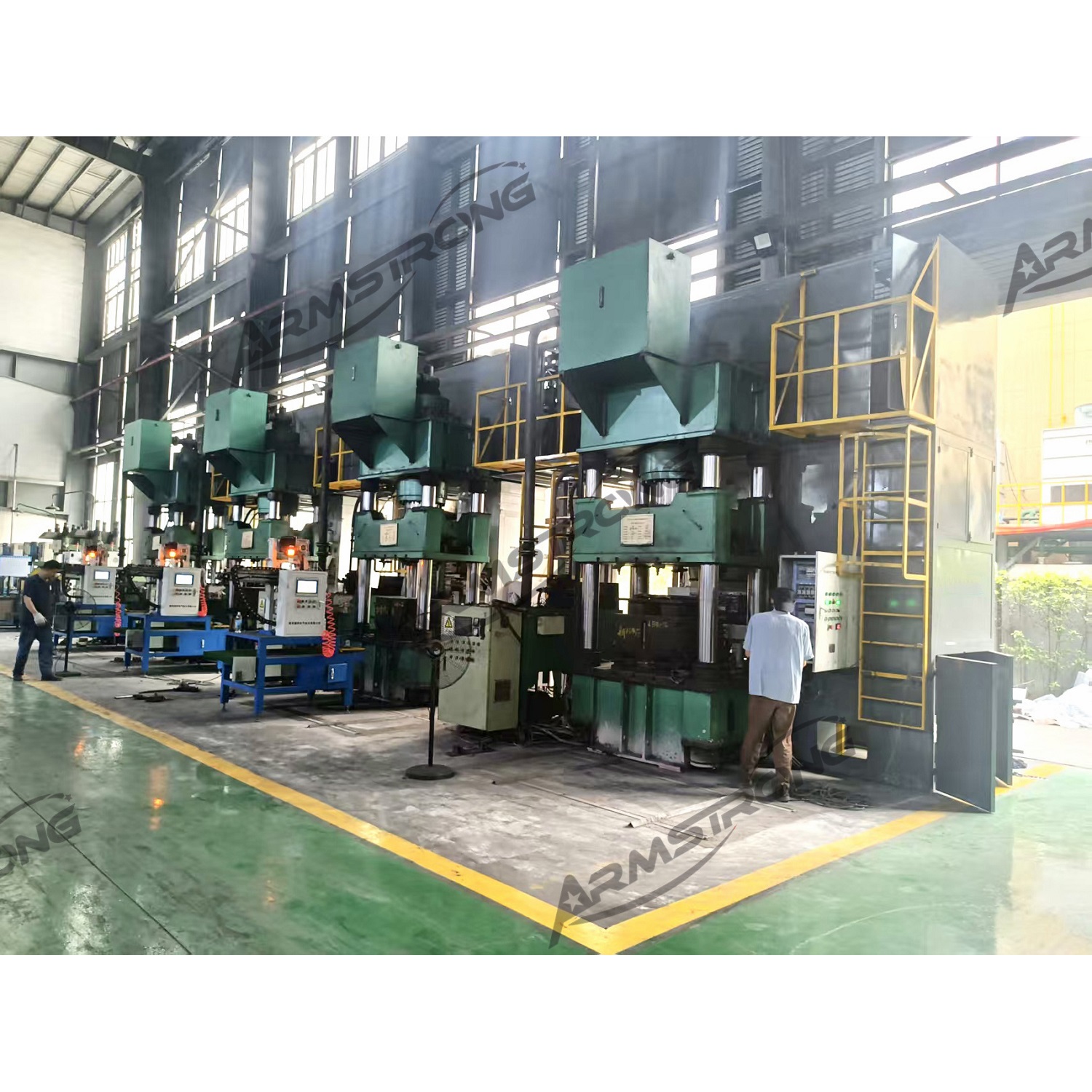
2.3Кайнар пресс машинасы
Кайнар пресс машинасы тормоз астарлавы өчен 500T яки 630T кулланырга тәкъдим итә. Калып гадәттә 8 катламлы һәм 4 куышлыклы итеп эшләнгән.

3. Безнең өстенлекләребез
3.1 Җитештерү нәтиҗәлелеген сизелерлек яхшырту: Автоматлаштырылган кайнар пресслау линияләре өзлексез җитештерүгә ирешә ала, традицион бер машиналы яки ярым автоматлаштырылган җитештерү ысуллары белән чагыштырганда җитештерү күләмен сизелерлек арттыра. Мәгълүматлар күрсәткәнчә, автоматизациядән соң сменага бер пресслау машинасы җитештерү күләме традицион 600 данәдән якынча 1000 данәгә кадәр арткан.
3.2 Эшче көченә ихтыяҗны киметү: Традицион ярым-автоматик режимда бер кеше 1 яки 2 генә прес белән эшли ала, ә тулысынча автоматик кайнар прес линияләрендә бер кеше 1-2 автомат линия (4-8 прес) белән эшли ала, бу хезмәт чыгымнарын шактый киметә.
3.3 Продукция сыйфатын яхшырту: Автоматлаштырылган җиһазлар һәр басу вакытын һәм басымын төгәл контрольдә тотуны тәэмин итә, үлчәү җайланмалары чималның төгәл нисбәтен тәэмин итә, кеше белән эшләү хаталарын киметә, һәм продуктның консистенциясен һәм тотрыклылыгын яхшырта.
3.4 Эш мохитен яхшырту: Традицион җитештерү режимнарында эшчеләр югары температуралы һәм тузанлы мохиттә эшләргә тиеш. Автоматлаштырылган җитештерү линияләре зарарлы мохиткә турыдан-туры йогынтыны киметә һәм эшчеләрнең сәламәтлеген саклый.
3.5 Төгәллекне яхшырту: Бүлмәләрне кул белән йөкләү белән чагыштырганда, автоматлаштырылган җиһазлар бүлмә һәм форма куышлыклары арасындагы араны төгәл контрольдә тотарга, барабан тормоз колодкаларының формалаштыру төгәллеген яхшыртырга һәм аннан соңгы эшкәртү күләмен киметергә мөмкин.
3.6 Комплекслы җитештерү чыгымнарын киметү - Җиһазларга инвестицияләр шактый зур булса да, озак вакытлы перспективада һәр тормоз колодкасының җитештерү бәясен җитештерү нәтиҗәлелеген арттыру, хезмәтне киметү, энергия куллануны киметү һәм чимал куллануны арттыру юлы белән сизелерлек киметергә мөмкин.
