

Аяк киеме пластиналарын ябыштыру линиясе
Җитештерү детальләре
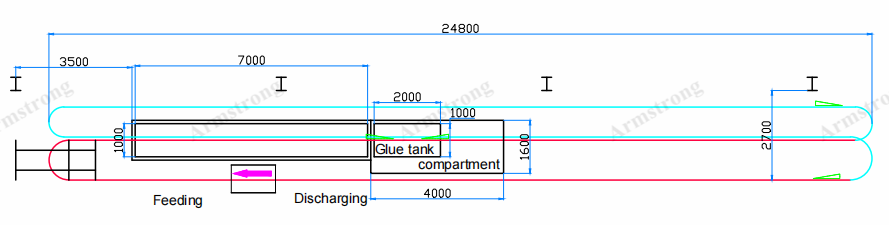
Сызыклы рәсемне ябыштыру
Җиләмне ману өчен аяк киеме пластинасын конвейер чылбырына элеп куярга кирәк, шуңа күрә аяк киеме пластинасы алдан җылынып, конвейер чылбыры приводындагы мануаль бассейндагы җилем эремәсендә билгеле бер арага үтә ала. Җиләмләгәннән соң, аяк киеме пластинасы икенче катка күтәреләчәк һәм табигый рәвештә озак арага киптереләчәк. Ниһаять, аяк киеме пластинасы конвейер ярдәмендә беренче катка кайтарыла һәм чыгарыла.
Эш агымы:
| Юк | Процесс | ТЕМПЕРАТУРА | Вакыт (минут) | Искәрмә |
| 1 | Ашау |
|
| кулланма |
| 2 | Алдан җылыту | 50-60℃ | 4.5 |
|
| 3 | Җиләмгә чумыгыз | Бүлмә температурасы ТЕМПЕРАТУРАСЫ | 0.4 |
|
| 4 | Тигезләү һәм һавада киптерү | Бүлмә температурасы ТЕМПЕРАТУРАСЫ | 50 |
|
| 5 | Чыгару |
|
| кулланма |
Зинһар, игътибар итегез: линия озынлыгы һәм бөтен киңлекнең урнашуы заказ бирүче заводы нигезендә проектланырга мөмкин.

2 катлы дизайн

Җиләм багы
Өстенлекләре:
1. Чылбырның бөтен озынлыгы якынча 100 м, туры һәм кәкре рельслардан җыелган. Шулай ук, җир асты өлешен минимальләштерү өчен, бөтен юл 2 катлы конструкция буларак эшләнгән.
2. Туннель температурасы автоматик рәвештә цифрлы температура контроллеры белән контрольдә тотыла, ул туннель температурасын реаль вакыт режимында күрсәтә һәм контрольдә тота ала.
3. Барлык моторлар да артык йөкләнештән һәм кыска ялганыштан сакланган.
4. Эш процессында җиңел эшләү өчен җитештерү линиясенең һәр төп эш урынына авария туктату ачкычлары урнаштырылган..





