


Лазерная рэзка
Выкарыстанне
Традыцыйны працэс вытворчасці сталёвых задніх пласцін звычайна падзяляецца на такія працэсы, як высечка, прабіванне адтулін, плюшчэнне, дакладная рэзка і нацягванне штыфтоў. Усе гэтыя працэсы выконваюцца на прабіўных машынах, і кожны працэс патрабуе набору штампаў, таму выдаткі на абсталяванне і формы, неабходныя для вытворчасці сталёвых задніх пласцін, высокія. Для кожнага працэсу звычайна патрабуецца розная прабіўная машына Tons.
Каб скараціць колькасць прабіўнога станка і выдаткі на штампоўку, мы рэкамендуем выкарыстоўваць лазерную рэзку замест працэсу выемкі і прабівання адтулін. Лазерная рэзка можа выразаць арыгінальную форму задняй пласціны з сталёвага ліста, і гэта не паўплывае на плоскасць задняй пласціны. Такім чынам, кліенту не трэба вырабляць штампоўку для выемкі, прабівання адтулін і працэсу плюшчэння. Гэта асабліва падыходзіць для вытворчасці задняй пласціны легкавых і камерцыйных аўтамабіляў.

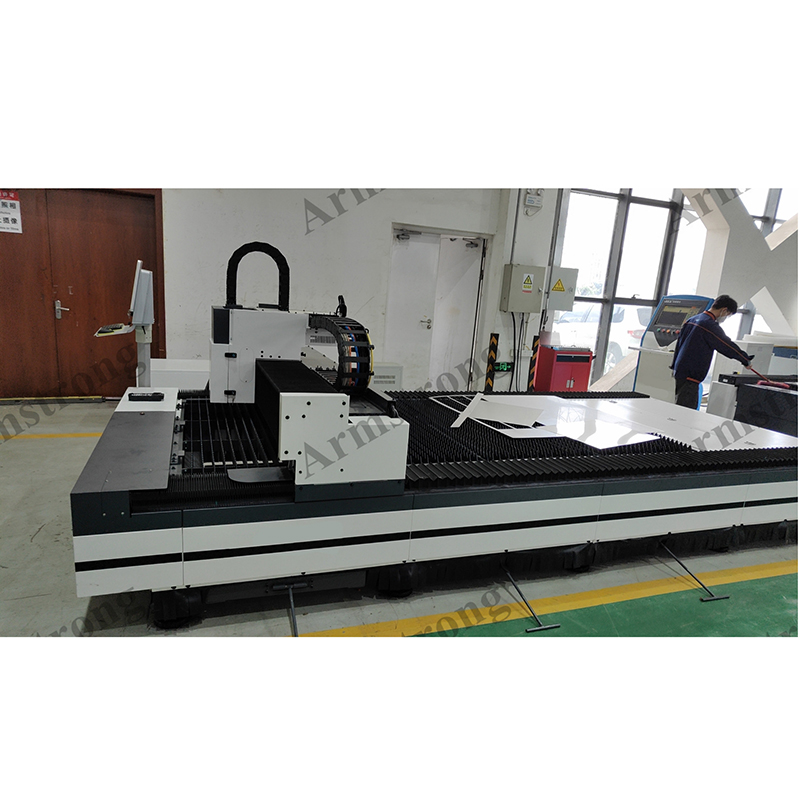
Эфект лазернай рэзкі
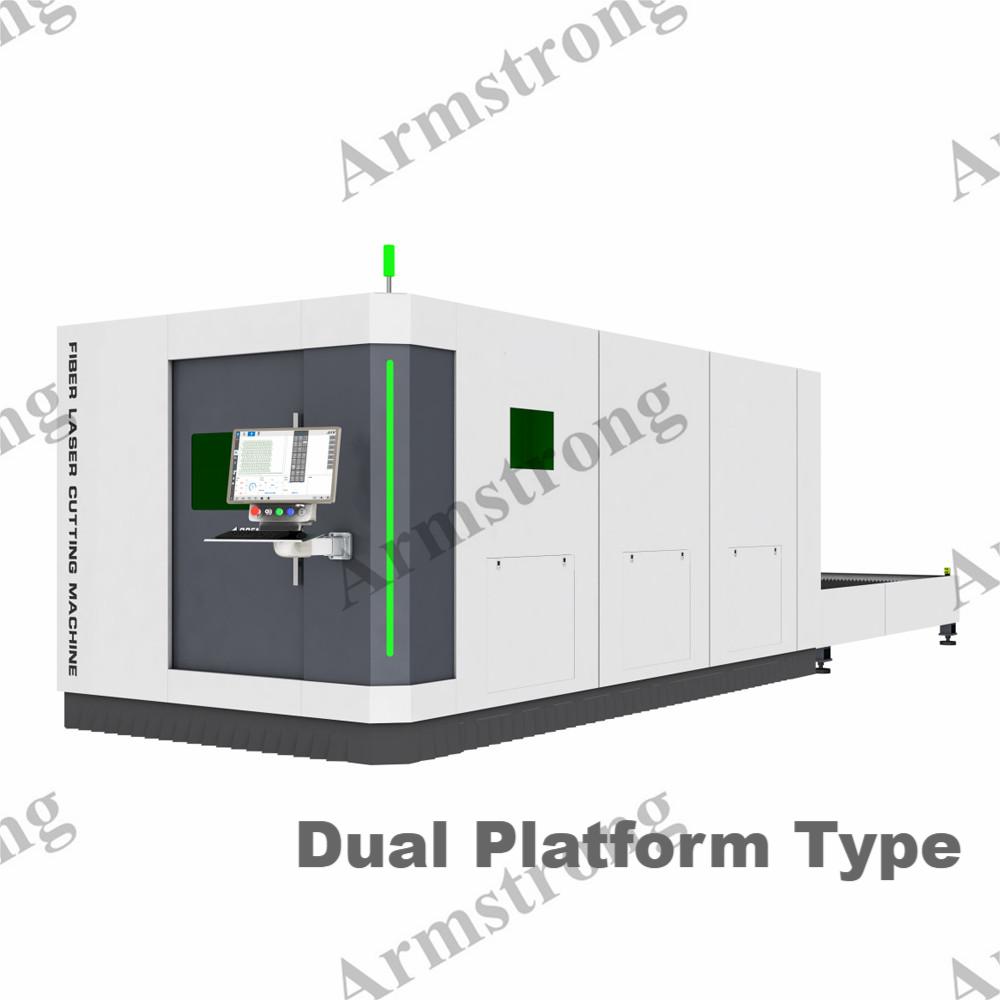
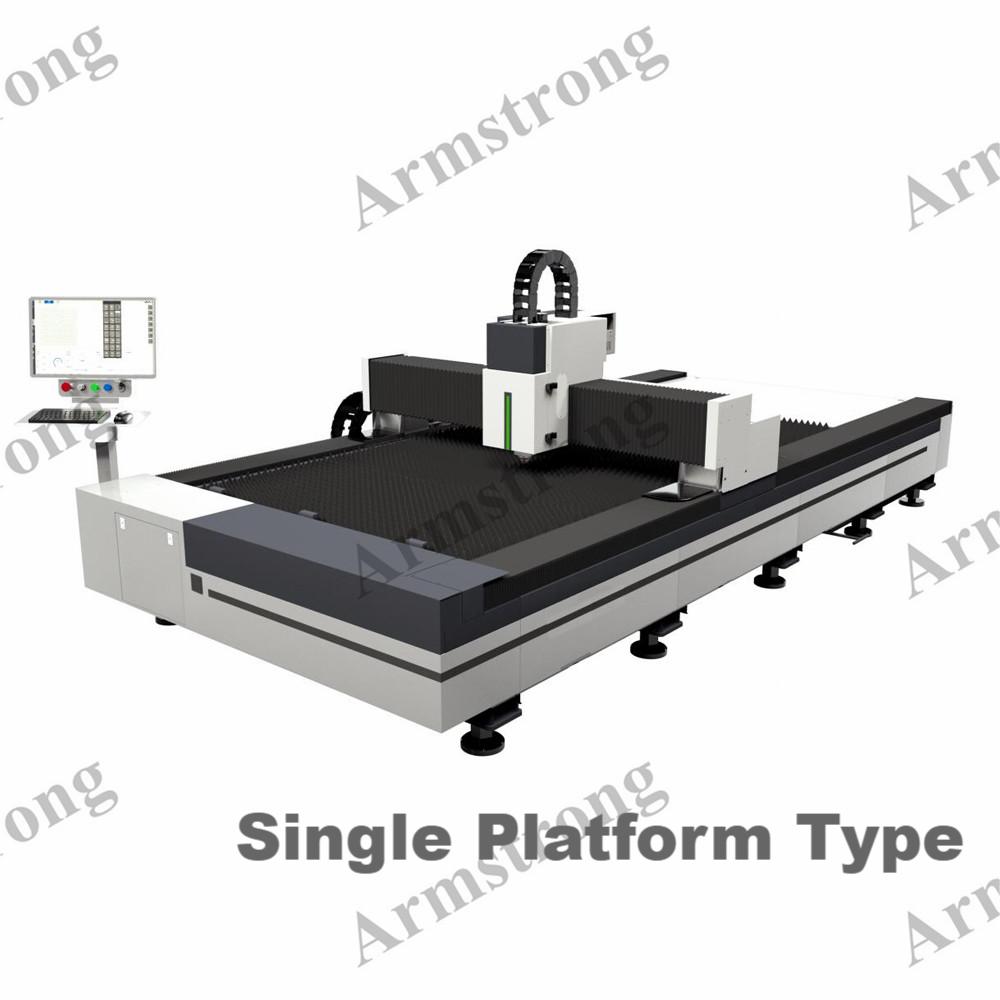
Нашы перавагі:
Стабільная станіна зварачнага інструмента:
Станіна станка выраблена з дапамогай прафесійнай зваркі, другаснай вібрацыйнай апрацоўкі і дакладнай аздаблення, што значна павышае стабільнасць станка.

2. Выраблены з авіяцыйнага алюмінію і экструдаваны ў адпаведную форму, ён падвяргаецца грубай апрацоўцы пасля адпалу для ліквідацыі ўнутраных напружанняў і дакладнай апрацоўцы пасля другаснай вібрацыйнай апрацоўкі, што забяспечвае агульную трываласць, калянасць і стабільнасць папярочнай бэлькі.
3. Рэжучыя газы падзяляюцца на тры тыпы: азот, кісларод і паветра. Гэтыя тры газы можна выбраць для рэзкі з дапамогай электрамагнітных клапанаў.
4. Сістэма падачы вады ў валаконна-лазернай рэзцы ў асноўным складаецца з двух частак: астуджальная вада выцякае з ахаладжальніка і паступае ў лазер па двух каналах: адзін канал паступае ў рэжучую галоўку лазернай машыны для астуджэння яе QBH, другі канал паступае ўнутр валаконнага лазера і астуджае яго. Пасля цыркуляцыі вада вяртаецца ў ахаладжальнік.
5. Высокая хуткасць і дакладнасць
6. Просты і інтуітыўна зразумелы інтэрфейс сістэмы
7. Комплексная дыягнастычная функцыя для хуткага пошуку і ліквідацыі непаладак
8. Дзякуючы сістэме зручна і хутка пераключацца паміж рознымі дапаможнымі газамі для рэзкі
9. Бібліятэка параметраў працэсу рэзкі экспертаў (прафесійная бібліятэка параметраў экспертаў, якая дазваляе змяняць параметры працэсу лазернай рэзкі ў рэжыме рэальнага часу ў інтэрфейсе)
10. Абсталяваны адлюстраваннем стану рэзкі і бягучай пазіцыі ў рэжыме рэальнага часу.