
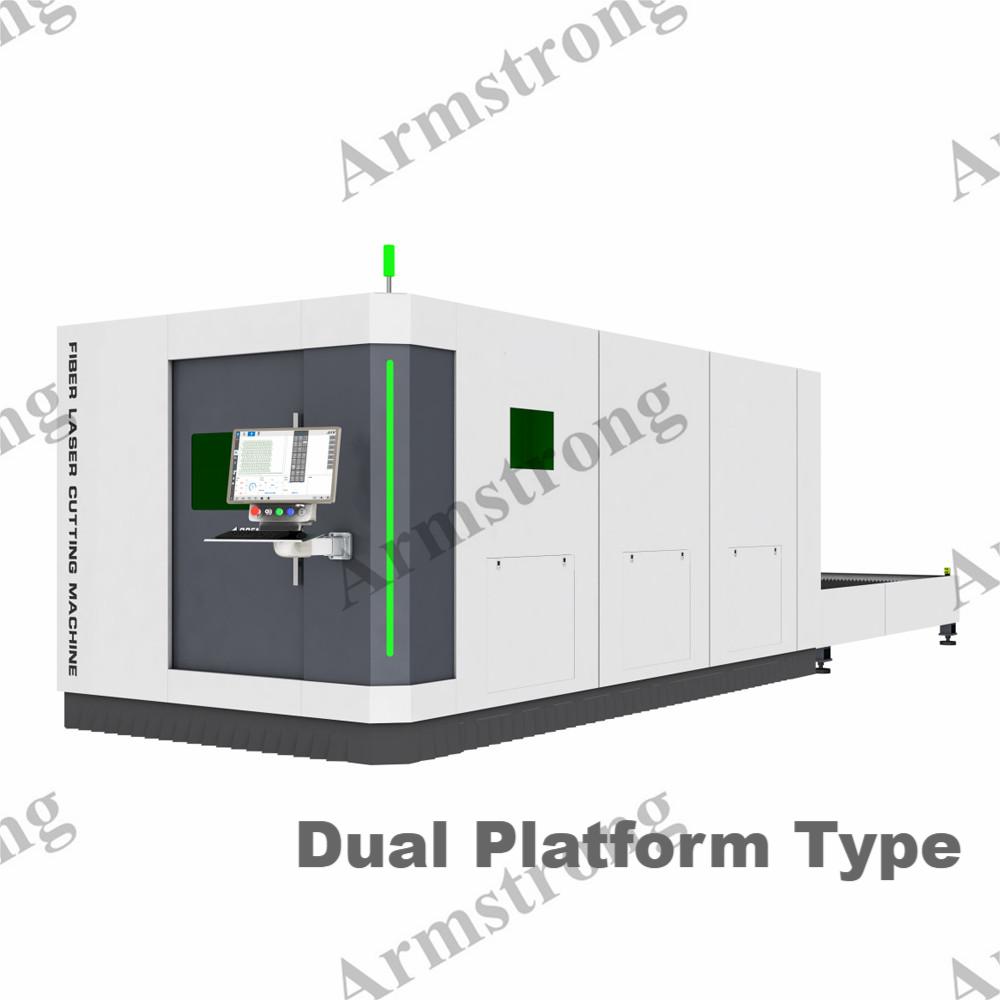
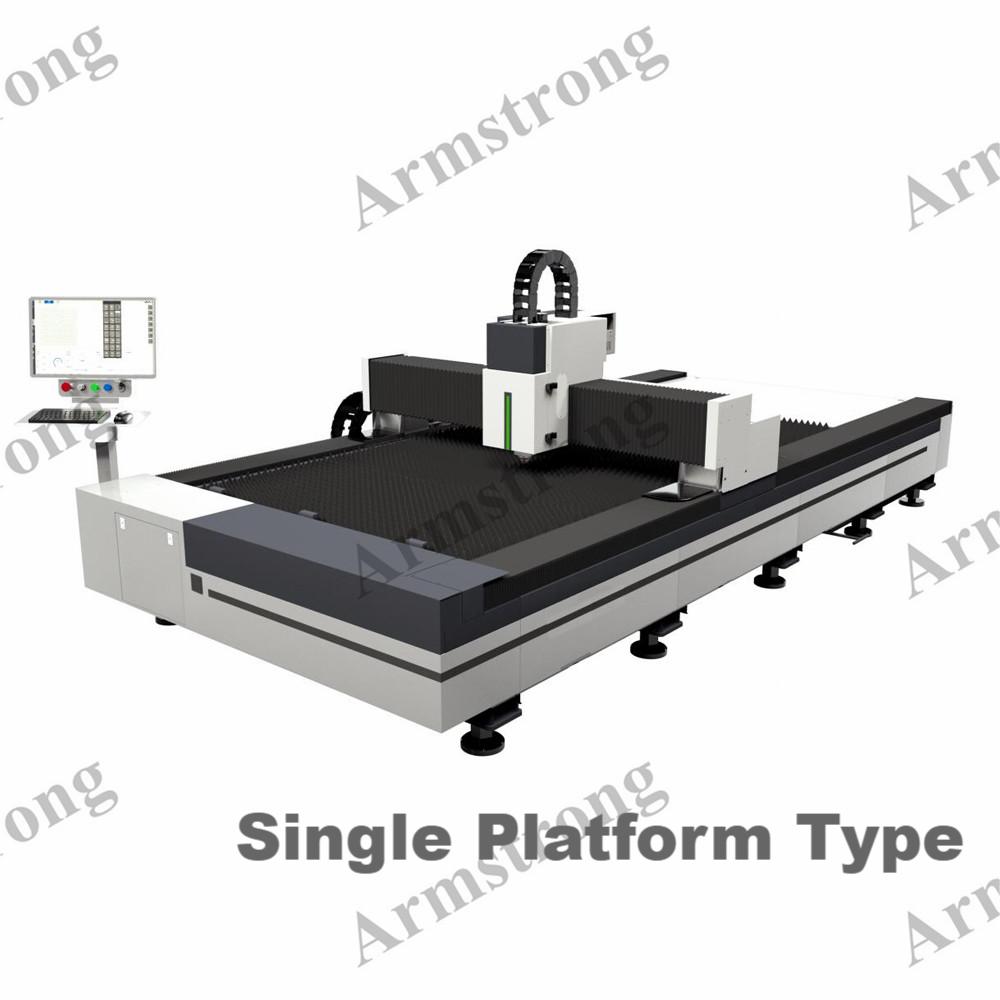


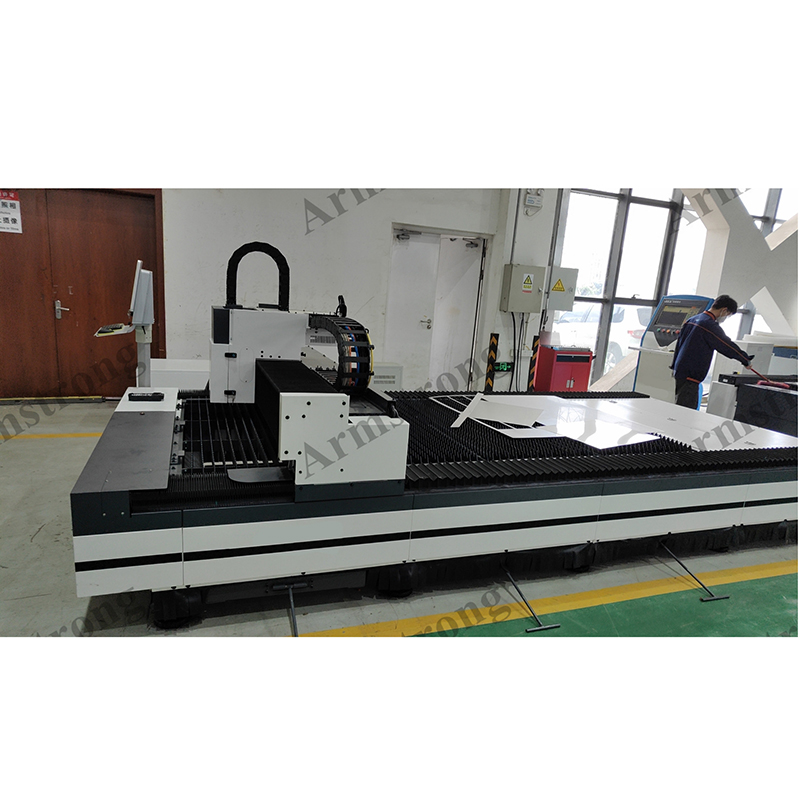
Lézervágó gép
Használat
A hagyományos acél hátlap gyártási folyamat általában olyan folyamatokra oszlik, mint a kivágás, lyukasztás, egyengetés, finomvágás és húzócsapok. Mindezeket a folyamatokat lyukasztógépeken végzik, és minden folyamathoz sajtolószerszám-készlet szükséges, így az acél hátlap gyártásához szükséges berendezések és formázási költségek magasak. Minden folyamathoz általában különböző tonna lyukasztógép szükséges.
A lyukasztógép mennyiségének és a présszerszám költségének csökkentése érdekében javasoljuk, hogy lézervágó gépet használjon a kivágó és lyukasztó lyukak készítéséhez. A lézervágó gép képes kivágni az eredeti hátlap formáját acéllemezből, és ez nem befolyásolja a hátlap síkságát. Így a megrendelőnek nem kell présszerszámokat készítenie a kivágó, lyukasztó és simító folyamatokhoz. Különösen alkalmas személygépkocsik és haszongépjárművek hátlapjainak gyártásához.

Lézervágási hatás
Előnyeink:
Stabil hegesztőszerszám-ágy:
A szerszámgép ágyát professzionális hegesztéssel, másodlagos vibrációs öregítéssel és precíziós kidolgozással készítik, ami jelentősen növeli a szerszámgép stabilitását.

2. Repülési alumínium anyagból készült és formára extrudált, a belső feszültség kiküszöbölése érdekében lágyítás után durva megmunkáláson esik át, majd másodlagos vibrációs öregítési kezelés után precíziós megmunkáláson esik át, biztosítva a kereszttartó teljes szilárdságát, merevségét és stabilitását.
3. A vágógázok három típusba sorolhatók: nitrogén, oxigén és levegő. Ez a három gáz elektromágneses szelepeken keresztül választható ki a vágáshoz.
4. A szálas lézervágó gép vízrendszere főként két részből áll: a hűtővíz a hűtőegységből kiáramlik, és két csatornán keresztül jut be a lézerbe: az egyik csatorna a lézergép vágófejébe jut, hogy lehűtse annak QBH-ját, a másik csatorna a szálas lézer belsejébe jut, és lehűti azt. A keringtetés után visszakerül a hűtőbe.
5. Nagy sebesség és pontosság
6. Egyszerű és intuitív rendszerfelület
7. Átfogó diagnosztikai funkció a gyors hibaelhárításhoz
8. A rendszeren keresztül kényelmes és gyors a váltás a különböző vágó segédgázok között
9. Szakértői vágási folyamat paraméterkönyvtár (egy professzionális szakértői paraméterkönyvtár, amely lehetővé teszi a lézervágási folyamat paramétereinek valós idejű módosítását a felületen)
10. Valós idejű vágási állapotkijelzővel és aktuális pozíciókijelző funkcióval felszerelve.