
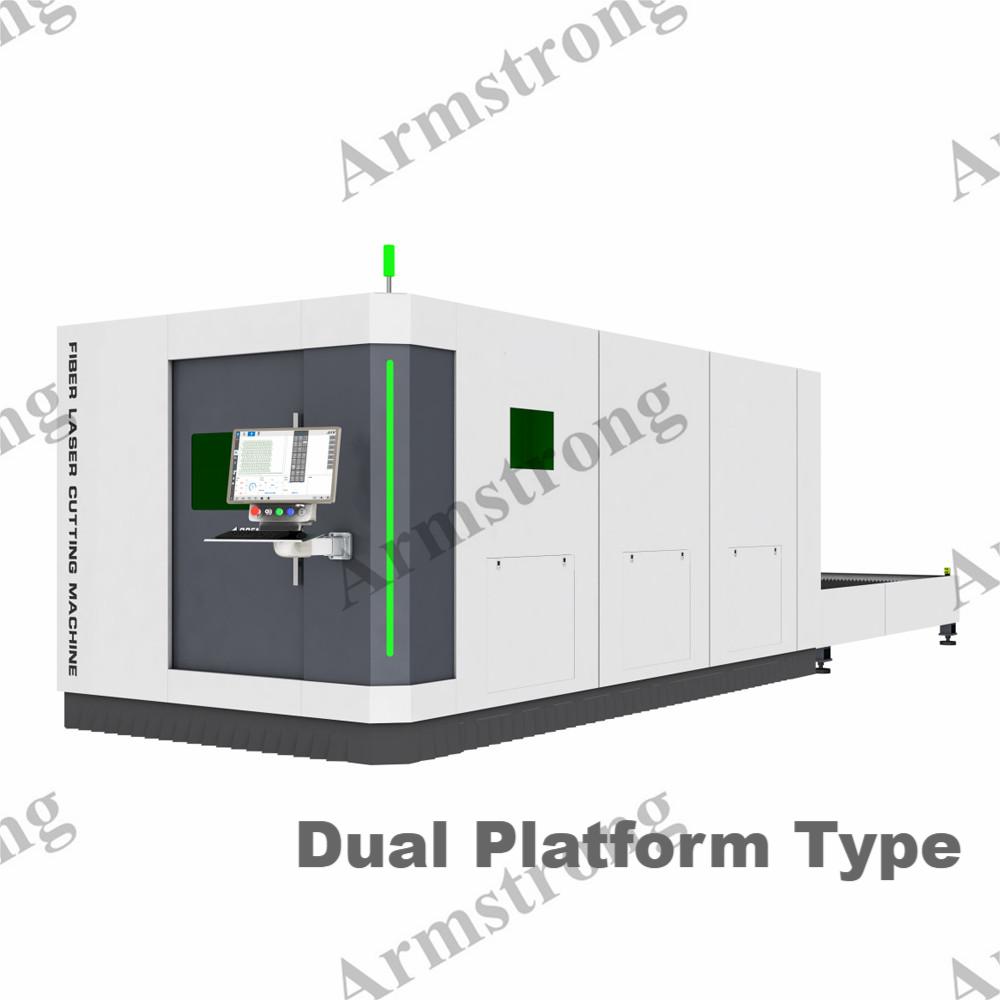
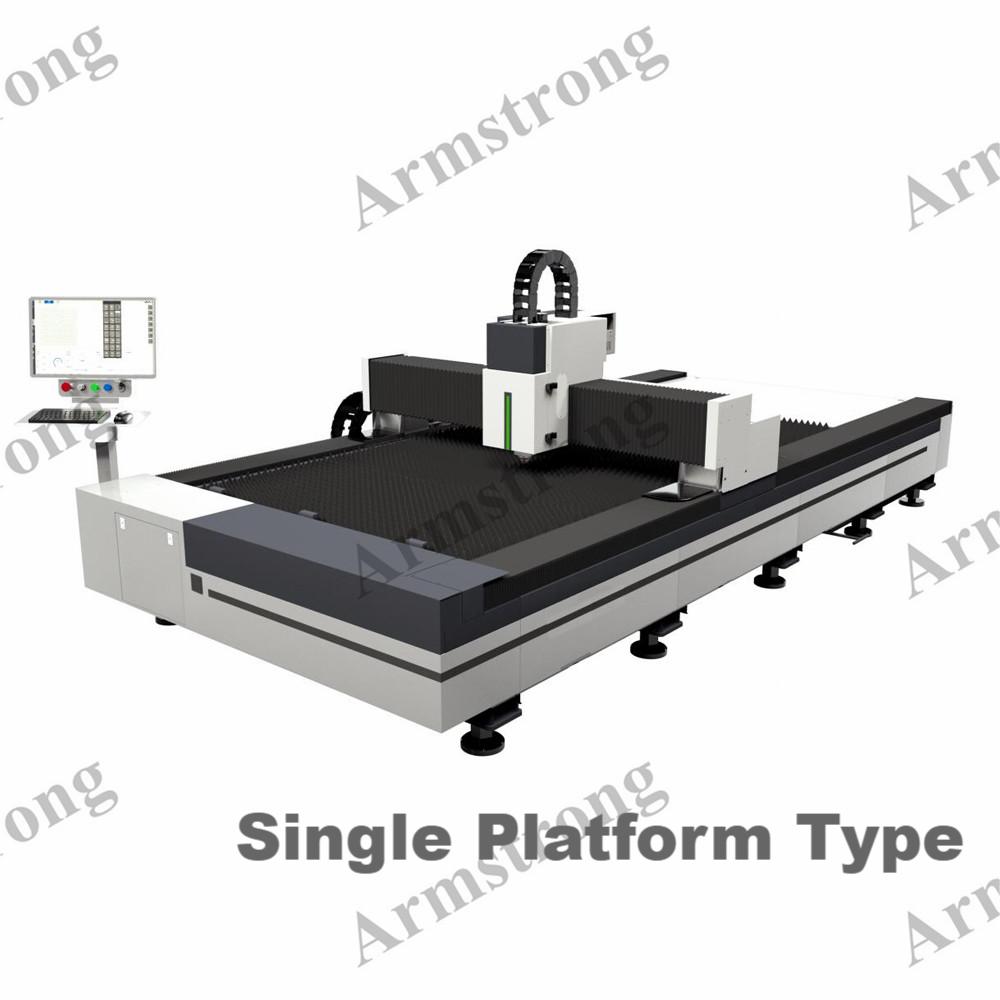
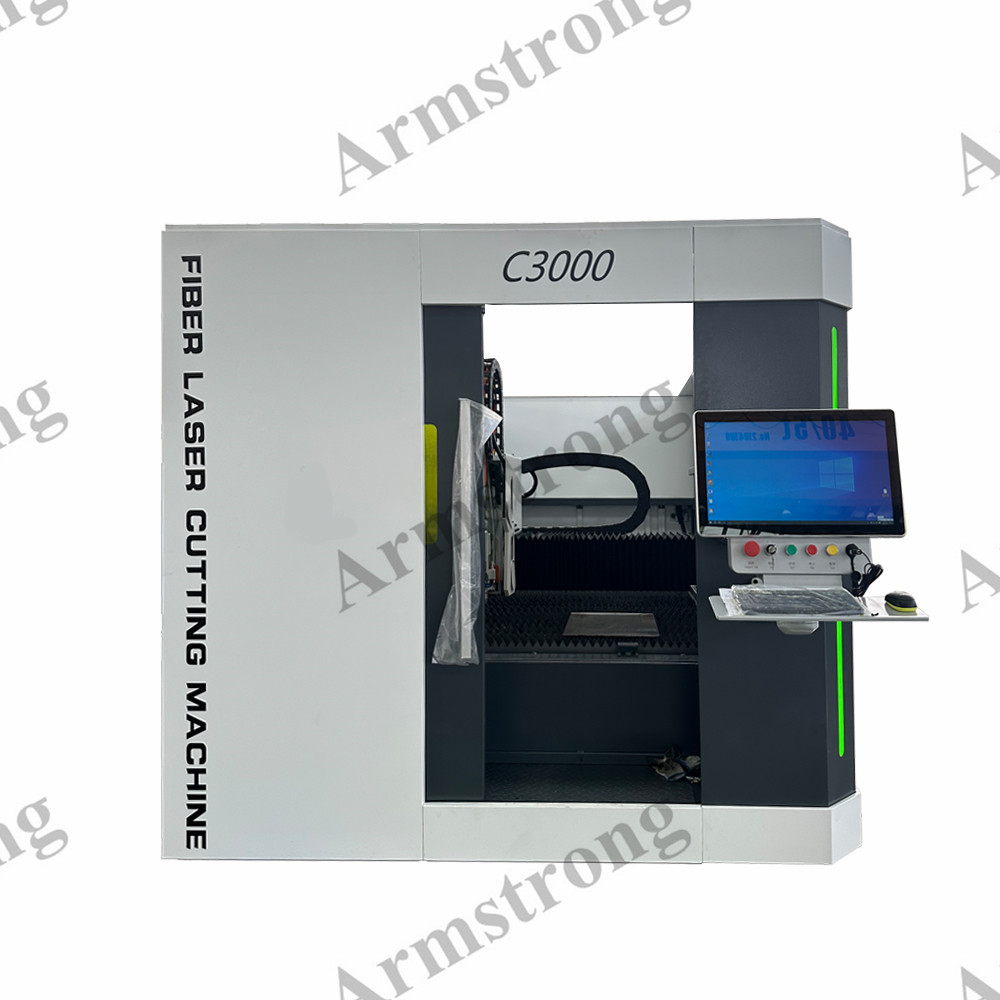


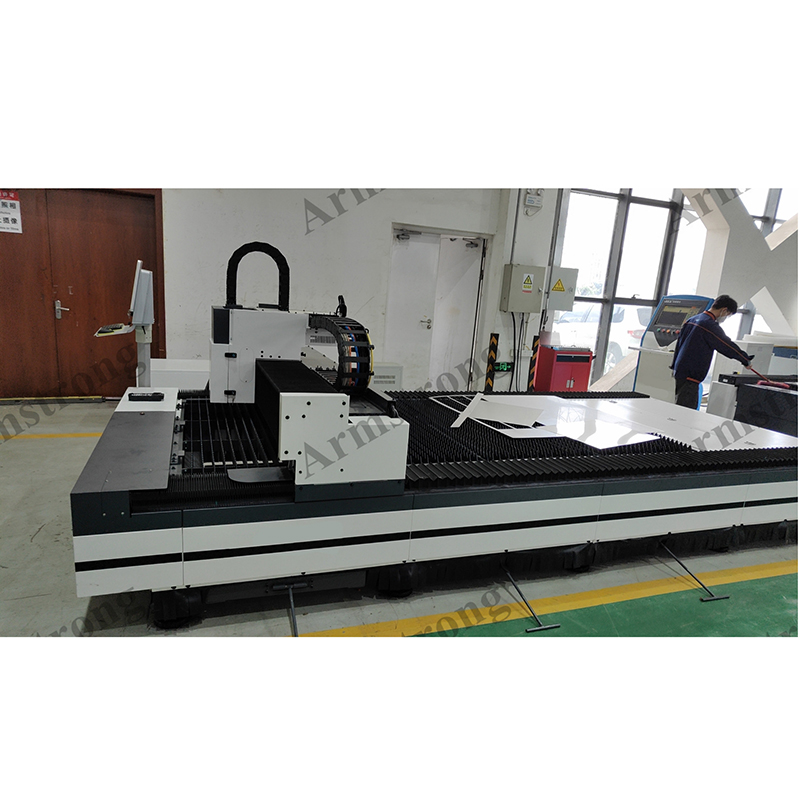
ലേസർ കട്ടിംഗ് മെഷീൻ
ഉപയോഗം
പരമ്പരാഗത സ്റ്റീൽ ബാക്ക് പ്ലേറ്റ് നിർമ്മാണ പ്രക്രിയയെ സാധാരണയായി ബ്ലാങ്കിംഗ്, പഞ്ചിംഗ് ഹോളുകൾ, ഫ്ലാറ്റനിംഗ്, ഫൈൻ കട്ട്, പുൾ പിന്നുകൾ എന്നിങ്ങനെ തിരിച്ചിരിക്കുന്നു. ഈ പ്രക്രിയകളെല്ലാം പഞ്ചിംഗ് മെഷീനുകളിലാണ് പൂർത്തിയാക്കുന്നത്, ഓരോ പ്രക്രിയയ്ക്കും ഒരു കൂട്ടം സ്റ്റാമ്പിംഗ് ഡൈ ആവശ്യമാണ്, അതിനാൽ സ്റ്റീൽ ബാക്ക് പ്ലേറ്റ് നിർമ്മാണത്തിന് ആവശ്യമായ ഉപകരണങ്ങളുടെയും പൂപ്പലിന്റെയും വില കൂടുതലാണ്. ഓരോ പ്രക്രിയയ്ക്കും, ഇത് സാധാരണയായി വ്യത്യസ്ത ടൺ പഞ്ചിംഗ് മെഷീൻ ആവശ്യപ്പെടുന്നു.
പഞ്ചിംഗ് മെഷീനിന്റെ ക്യൂട്ടിയും സ്റ്റാമ്പിംഗ് ഡൈ ഇൻവെസ്റ്റും കുറയ്ക്കുന്നതിന്, ബ്ലാങ്കിംഗ്, പഞ്ചിംഗ് ഹോളുകൾ പ്രക്രിയയ്ക്ക് പകരം ലേസർ കട്ടിംഗ് മെഷീൻ ഉപയോഗിക്കാൻ ഞങ്ങൾ നിർദ്ദേശിക്കുന്നു. ലേസർ കട്ടിംഗ് മെഷീനിന് സ്റ്റീൽ ഷീറ്റിൽ നിന്ന് യഥാർത്ഥ ബാക്ക് പ്ലേറ്റ് ആകൃതി മുറിക്കാൻ കഴിയും, മാത്രമല്ല ഇത് ബാക്ക് പ്ലേറ്റ് ഫ്ലാറ്റ്നെസിനെ ബാധിക്കുകയുമില്ല. ഈ രീതിയിൽ, ബ്ലാങ്കിംഗ്, പഞ്ചിംഗ് ഹോളുകൾ, ഫ്ലാറ്റനിംഗ് പ്രക്രിയ എന്നിവയ്ക്കായി ഉപഭോക്താവിന് സ്റ്റാമ്പിംഗ് ഡൈകൾ നിർമ്മിക്കേണ്ടതില്ല. പാസഞ്ചർ കാർ & വാണിജ്യ വാഹന ബാക്ക് പ്ലേറ്റ് നിർമ്മാണത്തിന് ഇത് പ്രത്യേകിച്ചും അനുയോജ്യമാണ്.

ലേസർ കട്ട് ഇഫക്റ്റ്
ഞങ്ങളുടെ നേട്ടങ്ങൾ:
സ്ഥിരതയുള്ള വെൽഡിംഗ് ടൂൾ ബെഡ്:
പ്രൊഫഷണൽ വെൽഡിംഗ്, സെക്കൻഡറി വൈബ്രേഷൻ ഏജിംഗ് ട്രീറ്റ്മെന്റ്, പ്രിസിഷൻ ഫിനിഷിംഗ് എന്നിവയിലൂടെയാണ് മെഷീൻ ടൂൾ ബെഡ് നിർമ്മിച്ചിരിക്കുന്നത്, ഇത് മെഷീൻ ടൂളിന്റെ സ്ഥിരതയെ ഗണ്യമായി വർദ്ധിപ്പിക്കുന്നു.

2. ഏവിയേഷൻ അലുമിനിയം മെറ്റീരിയൽ കൊണ്ട് നിർമ്മിച്ച് ആകൃതിയിലേക്ക് പുറത്തെടുത്ത ഇത്, ആന്തരിക സമ്മർദ്ദം ഇല്ലാതാക്കുന്നതിനായി അനീലിംഗിന് ശേഷം പരുക്കൻ പ്രോസസ്സിംഗിന് വിധേയമാകുന്നു, കൂടാതെ ദ്വിതീയ വൈബ്രേഷൻ ഏജിംഗ് ചികിത്സയ്ക്ക് ശേഷം കൃത്യതയോടെ പ്രോസസ്സ് ചെയ്യപ്പെടുന്നു, ഇത് ക്രോസ്ബീമിന്റെ മൊത്തത്തിലുള്ള ശക്തി, കാഠിന്യം, സ്ഥിരത എന്നിവ ഉറപ്പാക്കുന്നു.
3. കട്ടിംഗ് വാതകങ്ങളെ മൂന്ന് തരങ്ങളായി തിരിച്ചിരിക്കുന്നു: നൈട്രജൻ, ഓക്സിജൻ, വായു. ഈ മൂന്ന് വാതകങ്ങളെയും മുറിക്കുന്നതിനായി വൈദ്യുതകാന്തിക വാൽവുകൾ വഴി തിരഞ്ഞെടുക്കാം.
4. ഫൈബർ ലേസർ കട്ടിംഗ് മെഷീനിന്റെ ജല സംവിധാനത്തിൽ പ്രധാനമായും രണ്ട് ഭാഗങ്ങൾ ഉൾപ്പെടുന്നു: കൂളിംഗ് വാട്ടർ ചില്ലർ യൂണിറ്റിൽ നിന്ന് പുറത്തേക്ക് ഒഴുകുകയും രണ്ട് ചാനലുകളായി ലേസറിലേക്ക് പ്രവേശിക്കുകയും ചെയ്യുന്നു: ഒരു ചാനൽ അതിന്റെ QBH തണുപ്പിക്കാൻ ലേസർ മെഷീനിന്റെ കട്ടിംഗ് ഹെഡിലേക്ക് പ്രവേശിക്കുന്നു, മറ്റേ ചാനൽ ഫൈബർ ലേസറിന്റെ ഉൾവശം പ്രവേശിച്ച് തണുപ്പിക്കുന്നു. രക്തചംക്രമണത്തിന് ശേഷം, ചില്ലറിലേക്ക് മടങ്ങുക.
5. ഉയർന്ന വേഗതയും കൃത്യതയും
6. ലളിതവും അവബോധജന്യവുമായ സിസ്റ്റം ഇന്റർഫേസ്
7. പെട്ടെന്നുള്ള ട്രബിൾഷൂട്ടിംഗിനായി സമഗ്രമായ ഡയഗ്നോസ്റ്റിക് പ്രവർത്തനം
8. സിസ്റ്റത്തിലൂടെ, വിവിധ കട്ടിംഗ് ഓക്സിലറി വാതകങ്ങൾക്കിടയിൽ മാറുന്നത് സൗകര്യപ്രദവും വേഗതയുള്ളതുമാണ്.
9.എക്സ്പർട്ട് കട്ടിംഗ് പ്രോസസ് പാരാമീറ്റർ ലൈബ്രറി (ഇന്റർഫേസിലെ ലേസർ കട്ടിംഗ് പ്രോസസ് പാരാമീറ്ററുകളുടെ തത്സമയ പരിഷ്ക്കരണം അനുവദിക്കുന്ന ഒരു പ്രൊഫഷണൽ വിദഗ്ദ്ധ പാരാമീറ്റർ ലൈബ്രറി)
10. കട്ടിംഗ് സ്റ്റാറ്റസിന്റെയും നിലവിലെ പൊസിഷൻ ഡിസ്പ്ലേ ഫംഗ്ഷന്റെയും തത്സമയ ഡിസ്പ്ലേ സജ്ജീകരിച്ചിരിക്കുന്നു.