
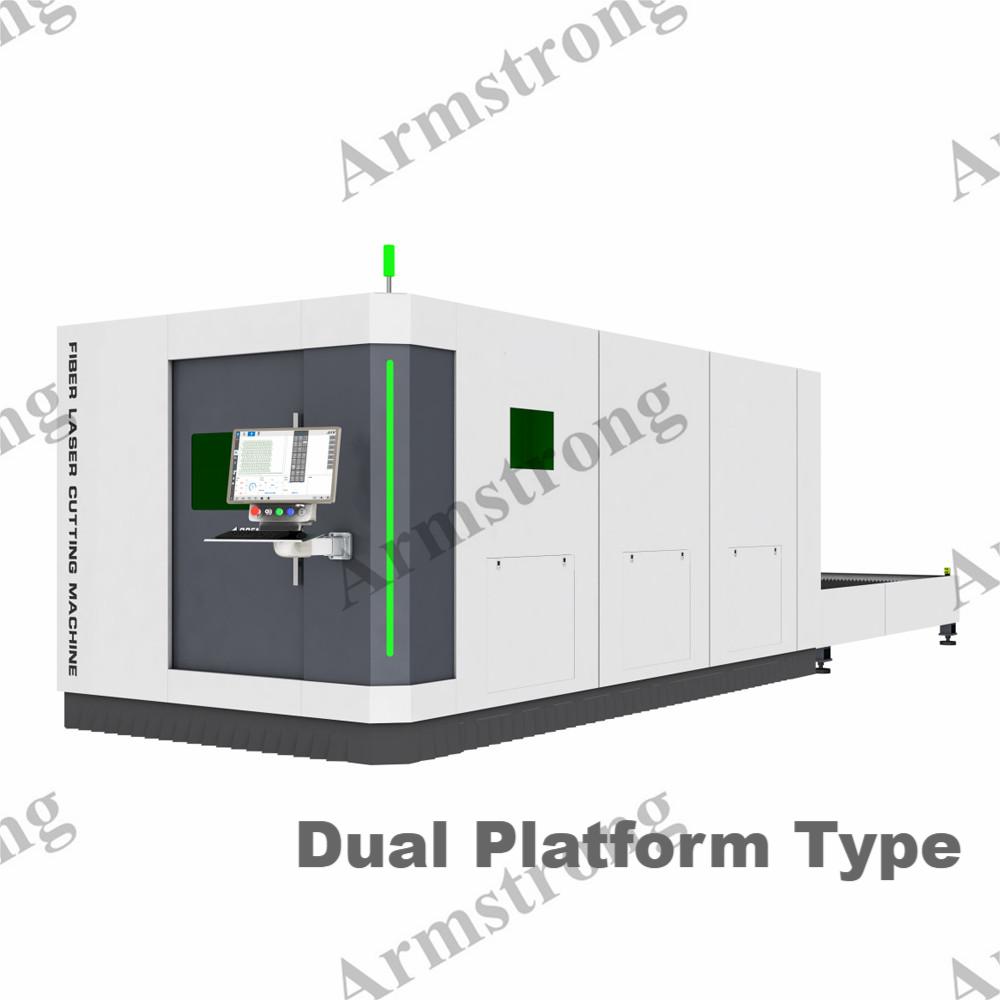
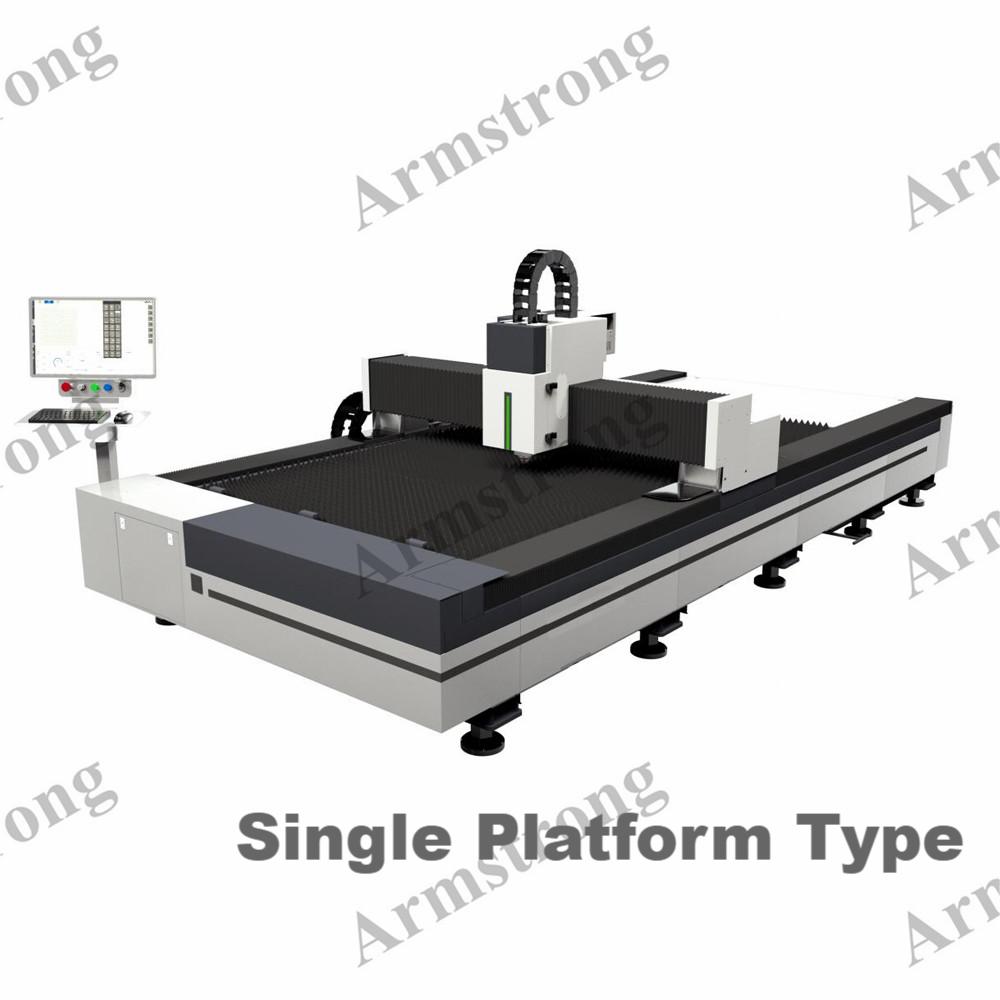
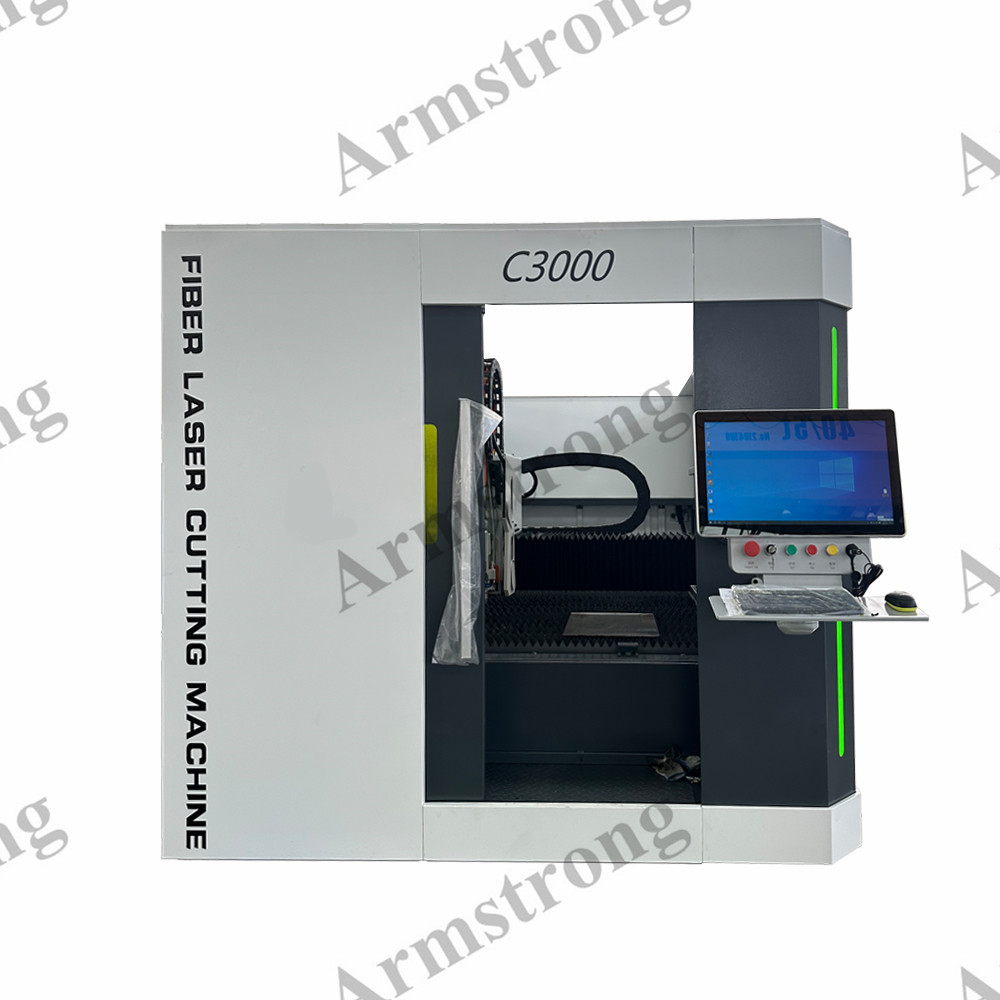


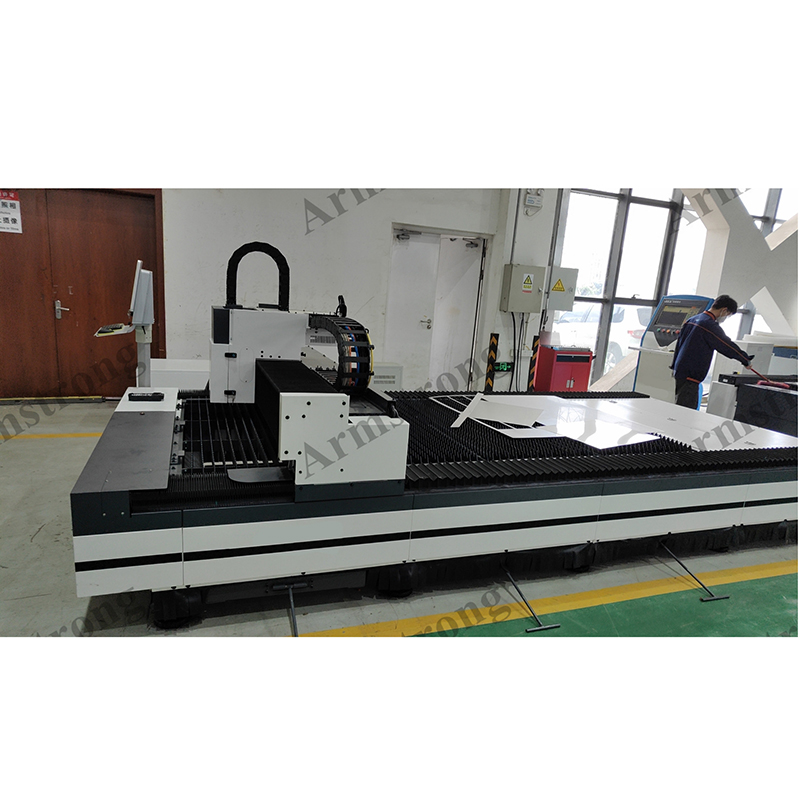
Лазерна різальна машина
Використання
Традиційний процес виробництва сталевих опорних плит зазвичай поділяється на такі процеси, як вирубка, пробивання отворів, сплющування, точне різання та натягування штифтів. Всі ці процеси виконуються на штампувальних машинах, і кожен процес вимагає набору штампувальних матриць, тому витрати на обладнання та прес-форми, необхідні для виробництва сталевих опорних плит, є високими. Для кожного процесу зазвичай потрібен штампувальний верстат різної потужності.
Щоб зменшити кількість штампувальних верстатів та інвестицій у штампувальні матриці, ми рекомендуємо використовувати лазерний різальний верстат замість процесу вирубки та пробивання отворів. Лазерний різальний верстат може вирізати оригінальну форму задньої пластини зі сталевого листа, і це не впливає на площинність задньої пластини. Таким чином, клієнту не потрібно виготовляти штампувальні матриці для вирубки, пробивання отворів та плющення. Це особливо підходить для виробництва задніх пластин легкових та комерційних автомобілів.

Ефект лазерного різання
Наші переваги:
Стабільне ліжко зварювального інструменту:
Станина верстата виготовлена за допомогою професійного зварювання, вторинної вібраційної обробки та прецизійної обробки, що значно підвищує стабільність верстата.

2. Виготовлений з авіаційного алюмінію та екструдований у форму, він проходить грубу обробку після відпалу для усунення внутрішнього напруження та прецизійну обробку після вторинної вібраційної обробки, що забезпечує загальну міцність, жорсткість та стабільність поперечної балки.
3. Ріжучі гази поділяються на три типи: азот, кисень та повітря. Ці три гази можна вибрати для різання за допомогою електромагнітних клапанів.
4. Система водопостачання лазерного різального верстата волоконного типу складається з двох частин: охолоджувальна вода витікає з охолоджувального блоку та надходить у лазер двома каналами: один канал надходить у ріжучу головку лазерного верстата для охолодження його QBH, інший канал надходить всередину волоконного лазера для його охолодження. Після циркуляції вода повертається в охолоджувач.
5. Висока швидкість і точність
6. Простий та інтуїтивно зрозумілий інтерфейс системи
7. Комплексна діагностична функція для швидкого усунення несправностей
8. За допомогою системи зручно та швидко перемикатися між різними допоміжними газами для різання
9. Бібліотека параметрів процесу лазерного різання (професійна бібліотека параметрів, що дозволяє змінювати параметри процесу лазерного різання в режимі реального часу в інтерфейсі)
10. Оснащений відображенням стану різання та функцією відображення поточного положення в режимі реального часу.