




Semi-outomatiese plakmasjien
Toepassing:
Voordat die remblok warm gepers word, is dit nodig om 'n laag remblok-agterplaatgom op die agterplaat aan te wend om te verseker dat die wrywingsmateriaal en die agterplaat voldoende adhesie het nadat die remblok warm gepers is, en ook om die remblok die vereiste skuifsterkte te bereik. Die algemeen gebruikte staalagterplaatgombedekkingsmetodes sluit in spuit en rol. Hierdie handmatig beheerde bedekkingsmetodes maak die gomdikte op die agterplaatoppervlak van die remblok ongelyk en die bedekkingskwaliteit inkonsekwent, wat nie aan die behoeftes van die bestaande produksieproses kan voldoen nie. In die lig van die tekortkominge van die bogenoemde voorafgaande kuns, is die doel van die uitvinding om 'n remblok-agterplaatgomtoestel te verskaf, wat gebruik word om die probleem van swak gomkwaliteit in die voorafgaande kuns op te los.
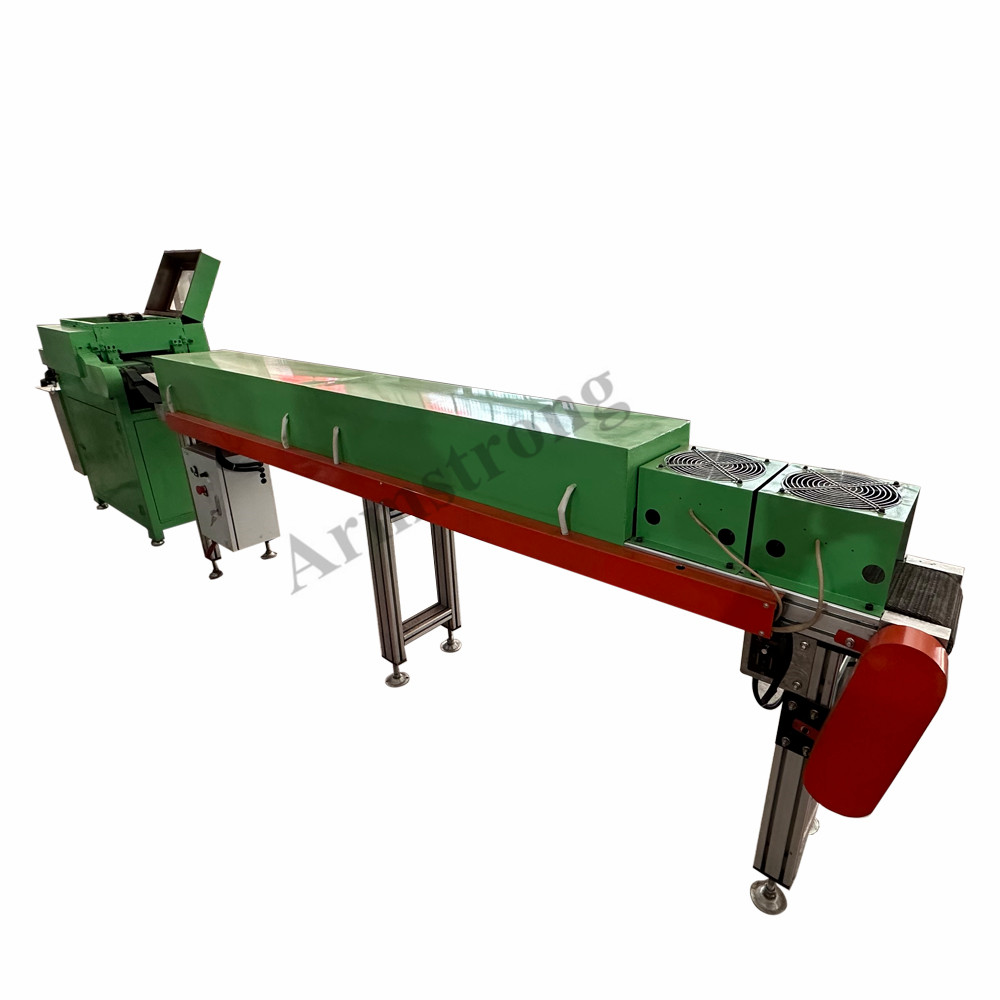
Die AGM-605 Staalagterplaatgommasjien word op die agterplaatoppervlak van remblokkies aangebring. Die werkbeginsel van die masjien is dat die vloeibare laag eweredig op die staalagteroppervlak gerol word, wat 'n laag gom op die oppervlak gee. Die dikte van die gom en die toevoerspoed kan aangepas word, terwyl die remblokkies deurlopend geplaas kan word. Dit het die eienskappe van hoë doeltreffendheid, groot uitset en eenvoudige werking, ens. Dit is dus 'n waardevolle keuse vir u produksiebehoeftes.
Voordele:
1. Gradeer die enkele gomstasie op na twee stasies, en verseker dat elke agterplaatoppervlak eweredig met gom bedek is.
2. Gebruik ver-infrarooi verwarmingspype + koelwaaier vir gomdroging, die remblokkies sal nie aan mekaar vassit na uitvoer nie.
3.Verander die hoogte van die gomrol van handmatig na outomaties deur die lugdruk, wat die produksiedoeltreffendheid aansienlik verbeter.
4. Die gomtoevoervat is toegerus met 'n roerder, wat die gom egalig en nie droog maak nie.





