




Паўаўтаматычная клейкая машына
Прымяненне:
Перад гарачым прэсаваннем тармазной калодкі неабходна нанесці на яе пласт клею для задняй пласціны тармазной калодкі, каб забяспечыць дастатковую адгезію фрыкцыйнага матэрыялу і задняй пласціны пасля гарачага прэсавання, а таксама дасягнуць патрэбнай трываласці тармазной калодкі на зрух. Да найбольш распаўсюджаных метадаў нанясення клею на сталёвую задняй пласціну адносяцца распыленне і вальцаванне. Гэтыя метады нанясення клею ўручную прыводзяць да нераўнамернай таўшчыні клею на паверхні задняй пласціны тармазной калодкі, а якасць пакрыцця — да нястабільнай, што не адпавядае патрэбам існуючага вытворчага працэсу. Улічваючы недахопы папярэдняга ўзроўню тэхнікі, апісаныя вышэй, мэтай вынаходніцтва з'яўляецца стварэнне прылады для склейвання задняй пласціны тармазной калодкі, якая выкарыстоўваецца для вырашэння праблемы нізкай якасці склейвання ў папярэднім узроўні тэхнікі.
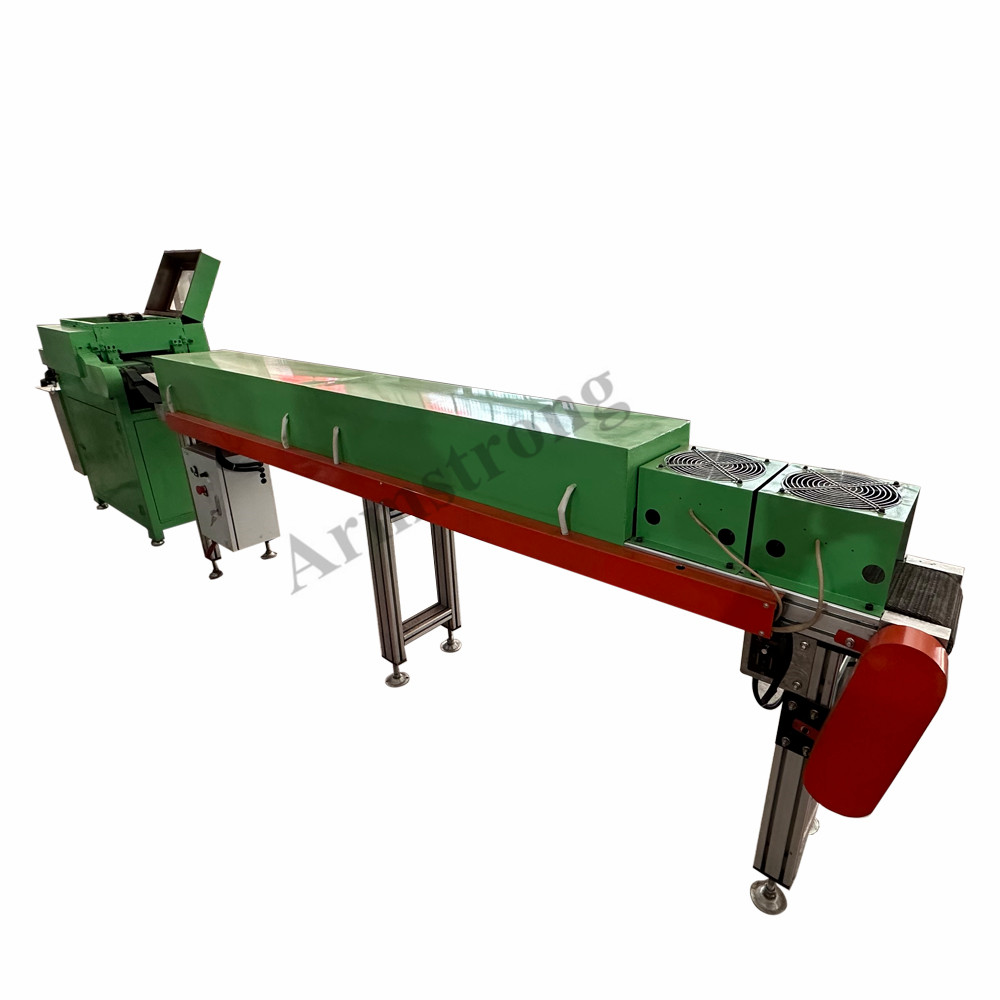
Клеевая машына AGM-605 для сталёвых тармазных калодак выкарыстоўваецца для склейвання задняй паверхні тармазных калодак. Прынцып працы машыны заключаецца ў тым, што вадкае пакрыццё раўнамерна наносіцца на сталёвую задняй паверхню, у выніку чаго паверхня ўтварае пласт клею. Таўшчыню клею і хуткасць падачы можна рэгуляваць, пры гэтым тармазныя калодкі можна ўкладваць бесперапынна. Яна характарызуецца высокай эфектыўнасцю, вялікай прадукцыйнасцю і простым кіраваннем. Такім чынам, гэта выгадны выбар для вашых вытворчых патрэб.
Перавагі:
1. Палепшыце адзінарную станцыю склейвання на дзве, пераканаўшыся, што кожная паверхня задняй пласціны раўнамерна пакрыта клеем.
2. Выкарыстоўвайце далёкія інфрачырвоныя награвальныя трубкі + вентылятар астуджэння для сушкі клею, тармазныя калодкі не будуць прыліпаць адна да адной пасля выхаду.
3.Змяняйце вышыню клеячага роліка з ручнога на аўтаматычны рэжым пад ціскам паветра, што значна павышае эфектыўнасць вытворчасці.
4. Бочка для падачы клею абсталявана мешалкай, якая робіць клей раўнамерным і не высыхае.





