




আধা-স্বয়ংক্রিয় গ্লুইং মেশিন
আবেদন:
ব্রেক প্যাড গরম চাপ দেওয়ার আগে, ব্রেক প্যাড গরম চাপ দেওয়ার পরে ঘর্ষণ উপাদান এবং পিছনের প্লেট পর্যাপ্ত আঠালো থাকে তা নিশ্চিত করার জন্য পিছনের প্লেটে ব্রেক প্যাড ব্যাক প্লেট আঠার একটি স্তর প্রয়োগ করা প্রয়োজন, এছাড়াও ব্রেক প্যাডটি প্রয়োজনীয় শিয়ার শক্তিতে পৌঁছাতে পারে। সাধারণত ব্যবহৃত স্টিলের ব্যাক আঠালো আবরণ পদ্ধতিগুলির মধ্যে রয়েছে স্প্রে এবং রোলিং। এই ম্যানুয়ালি নিয়ন্ত্রিত আবরণ পদ্ধতি ব্রেক প্যাডের পিছনের প্লেট পৃষ্ঠের আঠালো পুরুত্বকে অসম করে তোলে এবং আবরণের গুণমানকে অসামঞ্জস্যপূর্ণ করে তোলে, যা বিদ্যমান উৎপাদন প্রক্রিয়ার চাহিদা পূরণ করতে পারে না। উপরে বর্ণিত পূর্ববর্তী শিল্পের ত্রুটিগুলির পরিপ্রেক্ষিতে, আবিষ্কারের উদ্দেশ্য হল একটি ব্রেক প্যাড ব্যাক প্লেট আঠালো ডিভাইস সরবরাহ করা, যা পূর্ববর্তী শিল্পে দুর্বল আঠালো মানের সমস্যা সমাধানের জন্য ব্যবহৃত হয়।
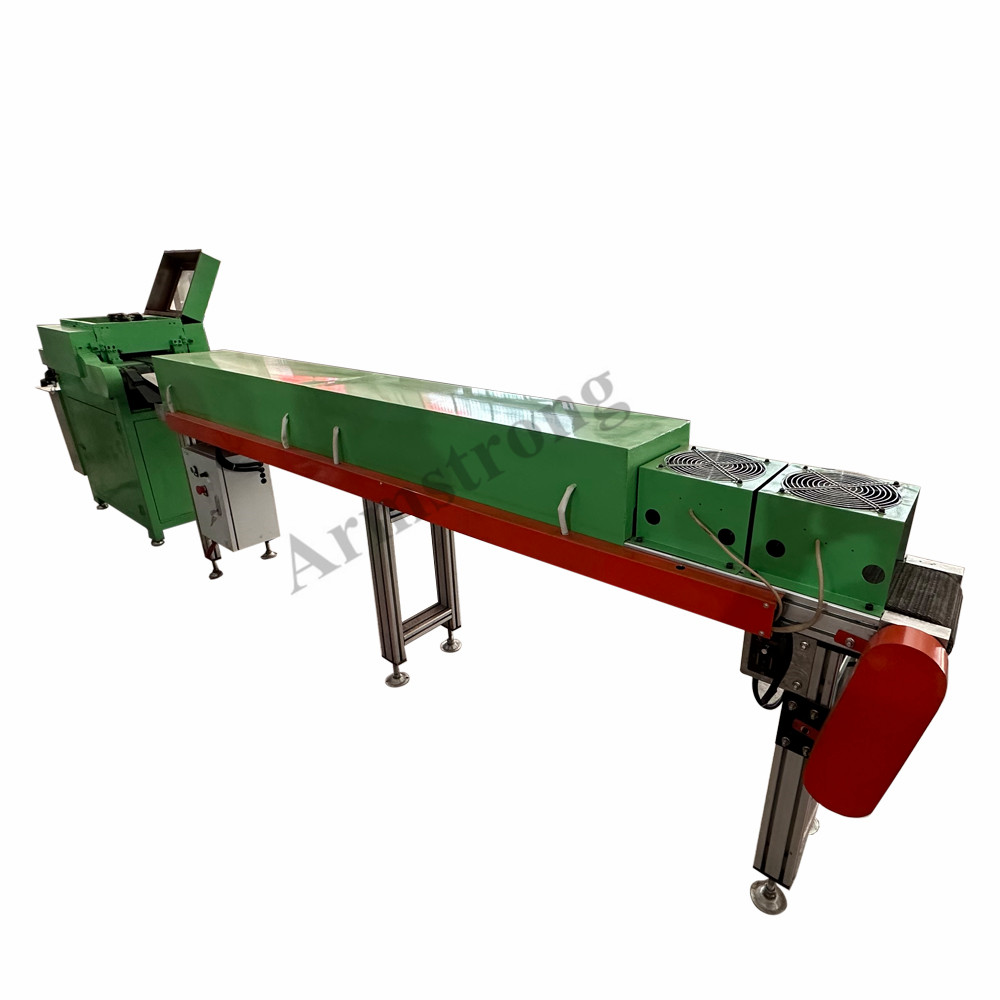
AGM-605 স্টিল ব্যাক গ্লুইং মেশিন ব্রেক প্যাডের পিছনের প্লেটের পৃষ্ঠে প্রয়োগ করা হয়। মেশিনটির কাজের নীতি হল তরল আবরণটি স্টিলের পিছনের পৃষ্ঠের উপর সমানভাবে ঘূর্ণিত হয়, যার ফলে পৃষ্ঠে আঠার একটি স্তর থাকে। আঠার পুরুত্ব এবং খাওয়ানোর গতি সামঞ্জস্য করা যেতে পারে, একই সাথে ব্রেক প্যাডগুলি ক্রমাগত স্থাপন করা যেতে পারে। এতে উচ্চ দক্ষতা, বড় আউটপুট এবং সহজ অপারেশন ইত্যাদি বৈশিষ্ট্য রয়েছে। সুতরাং এটি আপনার উৎপাদন প্রয়োজনের জন্য একটি উপযুক্ত পছন্দ।
সুবিধাদি:
১. একক গ্লুইং স্টেশনটিকে দুটি স্টেশনে আপগ্রেড করুন, নিশ্চিত করুন যে প্রতিটি পিছনের প্লেটের পৃষ্ঠ সমানভাবে আঠা দিয়ে লেপা আছে।
২. আঠা শুকানোর জন্য দূরবর্তী ইনফ্রারেড হিটিং পাইপ + কুলিং ফ্যান ব্যবহার করুন, আউটপুট দেওয়ার পরে ব্রেক প্যাডগুলি একে অপরের সাথে লেগে থাকবে না।
৩.গ্লুইং রোলারের উচ্চতা ম্যানুয়ালি থেকে স্বয়ংক্রিয়ভাবে বায়ুচাপে পরিবর্তন করুন, উৎপাদন দক্ষতা ব্যাপকভাবে উন্নত করুন।
৪, আঠালো সরবরাহ ব্যারেলটি অ্যাজিটেটর দিয়ে সজ্জিত, যা আঠাকে সমানভাবে তৈরি করে এবং শুষ্ক করে না।





