




Halvautomatisk limemaskine
Anvendelse:
Før bremseklodsen varmpresses, er det nødvendigt at påføre et lag lim til bremseklodsernes bagplade på bagpladen for at sikre, at friktionsmaterialet og bagpladen har tilstrækkelig vedhæftning efter varmpressning af bremseklodsen, og for at sikre, at bremseklodsen når den nødvendige forskydningsstyrke. De almindeligt anvendte metoder til belægning af stålbagplader omfatter sprøjtning og valsning. Disse manuelt styrede belægningsmetoder gør limtykkelsen på bremseklodsens bagpladeoverflade ujævn og belægningskvaliteten inkonsekvent, hvilket ikke kan opfylde behovene i den eksisterende produktionsproces. I betragtning af manglerne ved den ovenfor beskrevne kendte teknik er formålet med opfindelsen at tilvejebringe en limanordning til bremseklodsernes bagplader, der bruges til at løse problemet med dårlig limningskvalitet i den kendte teknik.
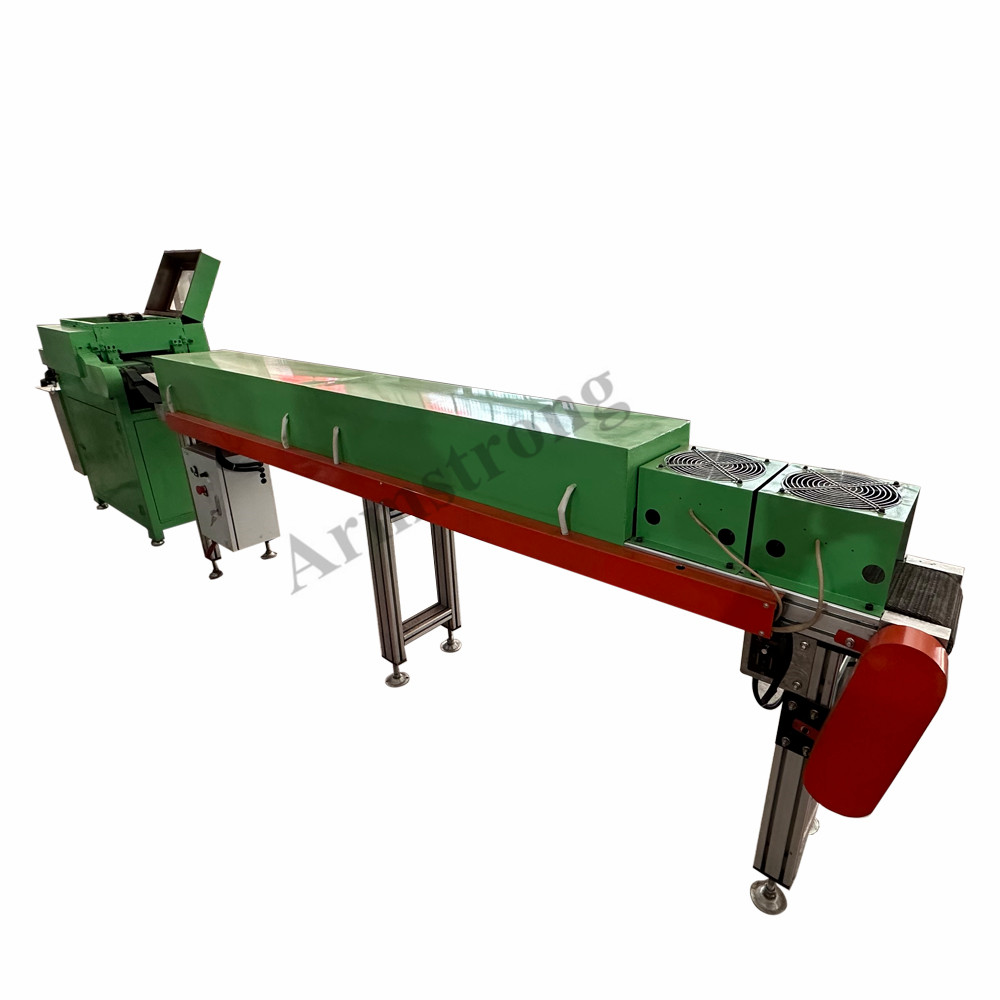
AGM-605 stålbaglimemaskine påføres bagpladeoverfladen af bremseklodser. Maskinens arbejdsprincip er, at den flydende belægning påføres jævnt på stålbagsiden, hvilket giver overfladen et lag lim. Limens tykkelse og fremføringshastigheden kan justeres, mens bremseklodserne kan placeres kontinuerligt. Den har egenskaber som høj effektivitet, stor ydelse og enkel betjening osv. Derfor er den et værdifuldt valg til dine produktionsbehov.
Fordele:
1. Opgrader den enkelte limstation til to stationer, og sørg for, at hver bagplades overflade er belagt jævnt med lim.
2. Brug fjerninfrarøde varmerør + køleventilator til limtørring, bremseklodserne vil ikke klæbe til hinanden efter udgang
3.Ændrer limrullens højde fra manuelt til automatisk via lufttrykket, hvilket forbedrer produktionseffektiviteten betydeligt
4. Limforsyningsbeholderen er udstyret med en omrører, der fordeler limen jævnt og ikke tørrer ud.





