




Félautomata ragasztógép
Alkalmazás:
A fékbetét melegsajtolása előtt fékbetét hátlap ragasztót kell felvinni a hátlapra, hogy biztosítsuk a súrlódóanyag és a hátlap megfelelő tapadását a fékbetét melegsajtolása után, valamint hogy a fékbetét elérje a kívánt nyírószilárdságot. Az acél hátlap ragasztóval történő bevonásának általánosan használt módszerei közé tartozik a permetezés és a hengerlés. Ezek a manuálisan vezérelt bevonási módszerek a fékbetét hátlapjának felületén a ragasztó vastagságát egyenetlenné, a bevonat minőségét pedig következetlenné teszik, ami nem tudja kielégíteni a meglévő gyártási folyamat igényeit. A fent leírt korábbi technika hiányosságaira tekintettel a találmány célja egy olyan fékbetét hátlap ragasztóberendezés biztosítása, amely a korábbi technika gyenge ragasztási minőségének problémáját megoldja.
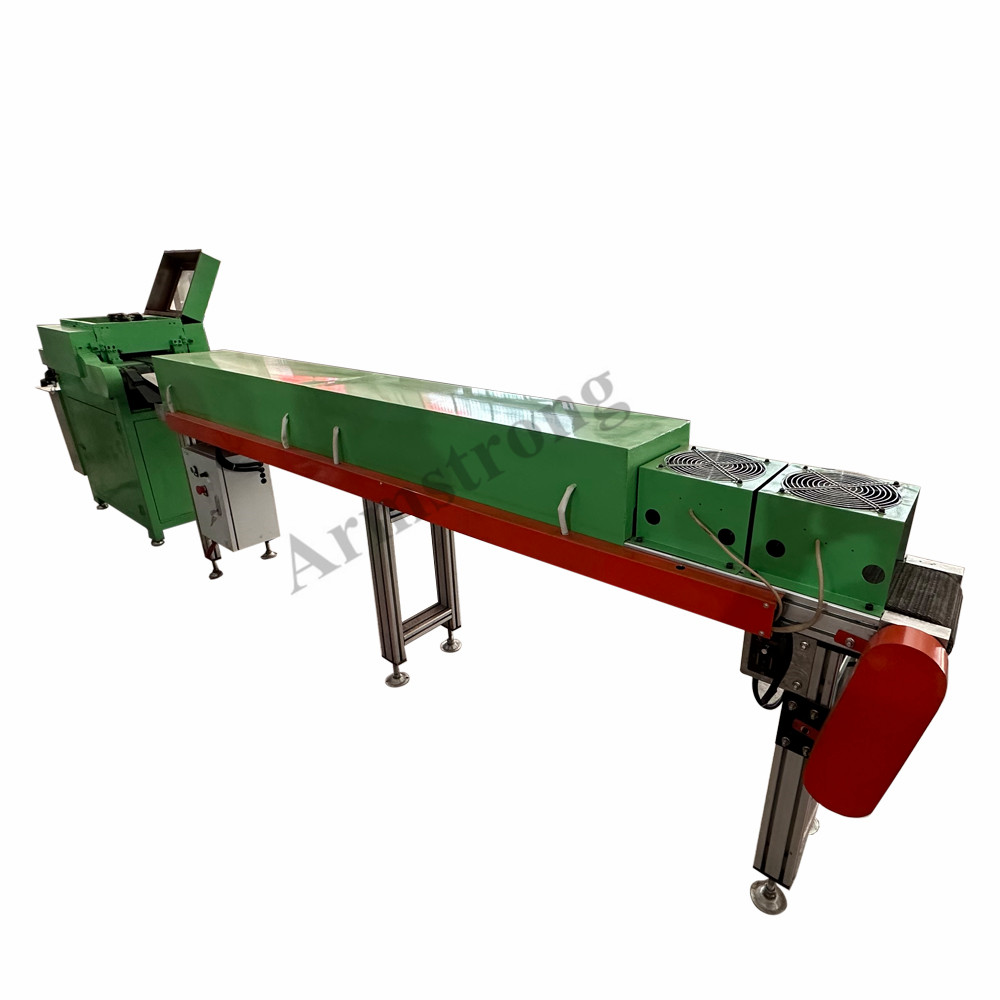
Az AGM-605 acél hátlap ragasztógépet fékbetétek hátlapjára alkalmazzák. A gép működési elve az, hogy a folyékony bevonatot egyenletesen felvisszük az acél hátlapjára, ami ragasztóréteget képez a felületen. A ragasztó vastagsága és az adagolási sebesség állítható, miközben a fékbetétek folyamatosan elhelyezhetők. Jellemzői a nagy hatékonyság, a nagy teljesítmény és az egyszerű kezelés stb. Így érdemes választani a termelési igények kielégítésére.
Előnyök:
1. Bővítse az egyetlen ragasztóállomást két állomásra, ügyelve arra, hogy minden hátlap felülete egyenletesen legyen bevonva ragasztóval
2. Használjon távoli infravörös fűtőcsöveket + hűtőventilátort a ragasztó szárításához, a fékbetétek nem ragadnak össze a kimenet után
3.A ragasztóhenger magasságának kézi beállításáról automatikusra, a légnyomásnak köszönhetően történő módosítása jelentősen javítja a termelési hatékonyságot
4, A ragasztóadagoló hordó keverővel van felszerelve, amely egyenletesen és nem szárazon teszi a ragasztót.





