




Pusiau automatinis klijavimo aparatas
Taikymas:
Prieš karštojo presavimo būdu, ant galinės plokštės reikia užtepti stabdžių trinkelių galinės plokštės klijų sluoksnį, kad po karštojo presavimo trinties plokštė ir galinė plokštė būtų pakankamai sukibusios, taip pat kad stabdžių trinkelė pasiektų reikiamą šlyties stiprumą. Dažniausiai naudojami plieninių galinių klijų dengimo būdai yra purškimas ir valcavimas. Šie rankiniu būdu valdomi dengimo būdai lemia nevienodą klijų storį ant stabdžių trinkelių galinės plokštės paviršiaus, o dangos kokybę – nepastovią, o tai negali patenkinti esamo gamybos proceso poreikių. Atsižvelgiant į aukščiau aprašytus ankstesnės technikos trūkumus, išradimo tikslas – pateikti stabdžių trinkelių galinės plokštės klijavimo įrenginį, kuris būtų naudojamas ankstesnės technikos prastos klijavimo kokybės problemai išspręsti.
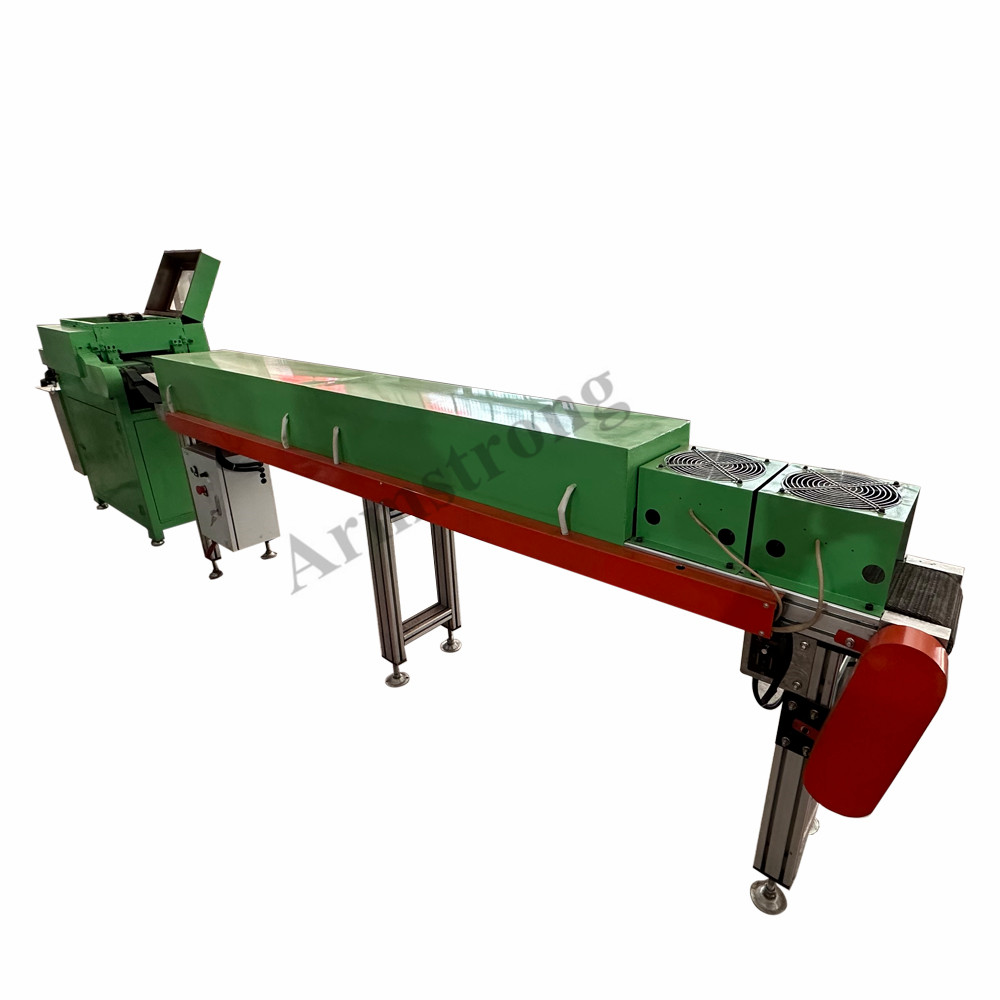
AGM-605 plieninių klijavimo mašinėlė klijuojama ant stabdžių kaladėlių galinės plokštės paviršiaus. Mašinos veikimo principas yra tas, kad skysta danga tolygiai užtepama ant plieninio galinio paviršiaus, todėl paviršius padengia klijų sluoksniu. Klijų storį ir padavimo greitį galima reguliuoti, o stabdžių kaladėles galima dėti nuolat. Ji pasižymi dideliu efektyvumu, dideliu našumu ir paprastu valdymu ir kt. Todėl tai puikus pasirinkimas jūsų gamybos poreikiams.
Privalumai:
1. Vieną klijavimo stotelę pakeiskite į dvi, užtikrindami, kad kiekvienos galinės plokštės paviršius būtų tolygiai padengtas klijais.
2. Klijų džiovinimui naudokite tolimųjų infraraudonųjų spindulių šildymo vamzdžius + aušinimo ventiliatorių, stabdžių kaladėlės po išėjimo neprilips viena prie kitos
3.Keiskite klijavimo volelio aukštį iš rankinio į automatinį, valdomą oro slėgiu, taip žymiai pagerindami gamybos efektyvumą
4, Klijų tiekimo cilindras su maišytuvu, kuris klijus paskleidžia tolygiai ir nedžiovina.





