




Pusautomātiska līmēšanas mašīna
Pielietojums:
Pirms bremžu kluča karstās presēšanas uz aizmugurējās plāksnes jāuzklāj bremžu kluča aizmugurējās plāksnes līmes slānis, lai nodrošinātu, ka berzes materiālam un aizmugurējai plāksnei pēc bremžu kluča karstās presēšanas ir pietiekama saķere, kā arī lai bremžu klucis sasniegtu nepieciešamo bīdes izturību. Visbiežāk izmantotās tērauda aizmugurējās līmes pārklāšanas metodes ietver izsmidzināšanu un velmēšanu. Šīs manuāli vadāmās pārklāšanas metodes padara līmes biezumu uz bremžu kluča aizmugurējās plāksnes virsmas nevienmērīgu un pārklājuma kvalitāti nevienmērīgu, kas nevar apmierināt esošā ražošanas procesa vajadzības. Ņemot vērā iepriekš aprakstītos iepriekšējās tehnikas trūkumus, izgudrojuma mērķis ir nodrošināt bremžu kluča aizmugurējās plāksnes līmēšanas ierīci, kas tiek izmantota, lai atrisinātu iepriekšējās tehnikas sliktas līmēšanas kvalitātes problēmu.
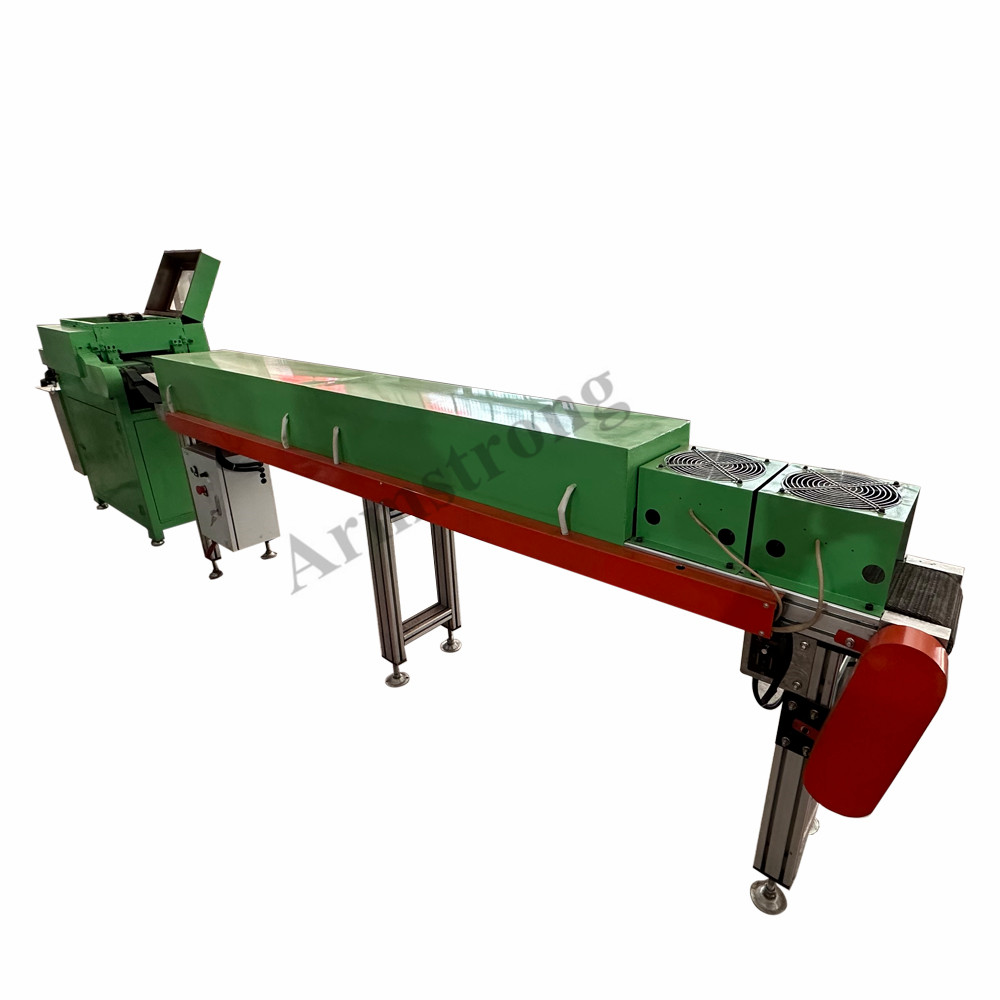
AGM-605 tērauda aizmugures līmēšanas iekārta tiek uzklāta uz bremžu kluču aizmugures plāksnes virsmas. Iekārtas darbības princips ir tāds, ka šķidrais pārklājums vienmērīgi tiek uzklāts uz tērauda aizmugures virsmas, veidojot virsmā līmes slāni. Līmes biezumu un padeves ātrumu var regulēt, savukārt bremžu klučus var novietot nepārtraukti. Tai ir tādas īpašības kā augsta efektivitāte, liela jauda un vienkārša darbība utt. Tādēļ tā ir vērtīga izvēle jūsu ražošanas vajadzībām.
Priekšrocības:
1. Uzlabojiet vienu līmēšanas staciju līdz divām stacijām, nodrošinot, ka katra aizmugurējās plāksnes virsma ir vienmērīgi pārklāta ar līmi.
2. Līmes žāvēšanai izmantojiet tālu infrasarkanās sildīšanas caurules + dzesēšanas ventilatoru, bremžu kluči pēc izvades nelīp viens pie otra
3.Mainīt līmēšanas veltņa augstumu no manuālas uz automātisku ar gaisa spiedienu, ievērojami uzlabojot ražošanas efektivitāti
4, līmes padeves muca, kas aprīkota ar maisītāju, kas padara līmi vienmērīgu un neizžūst.





