




अर्ध-स्वयंचलित ग्लूइंग मशीन
अर्ज:
ब्रेक पॅड गरम दाबण्यापूर्वी, ब्रेक पॅड गरम दाबल्यानंतर घर्षण सामग्री आणि मागील प्लेटमध्ये पुरेसे चिकटपणा आहे याची खात्री करण्यासाठी मागील प्लेटवर ब्रेक पॅड बॅक प्लेट ग्लूचा थर लावणे आवश्यक आहे, तसेच ब्रेक पॅड आवश्यक कातरण्याच्या ताकदीपर्यंत पोहोचेल. सामान्यतः वापरल्या जाणाऱ्या स्टील बॅक ग्लू कोटिंग पद्धतींमध्ये फवारणी आणि रोलिंग समाविष्ट आहे. या मॅन्युअली नियंत्रित कोटिंग पद्धतीमुळे ब्रेक पॅडच्या मागील प्लेट पृष्ठभागावरील गोंदाची जाडी असमान होते आणि कोटिंगची गुणवत्ता विसंगत होते, जी विद्यमान उत्पादन प्रक्रियेच्या गरजा पूर्ण करू शकत नाही. वर वर्णन केलेल्या मागील कलेच्या कमतरता लक्षात घेता, शोधाचा उद्देश ब्रेक पॅड बॅक प्लेट ग्लूइंग डिव्हाइस प्रदान करणे आहे, ज्याचा वापर मागील कलेत खराब ग्लूइंग गुणवत्तेची समस्या सोडवण्यासाठी केला जातो.
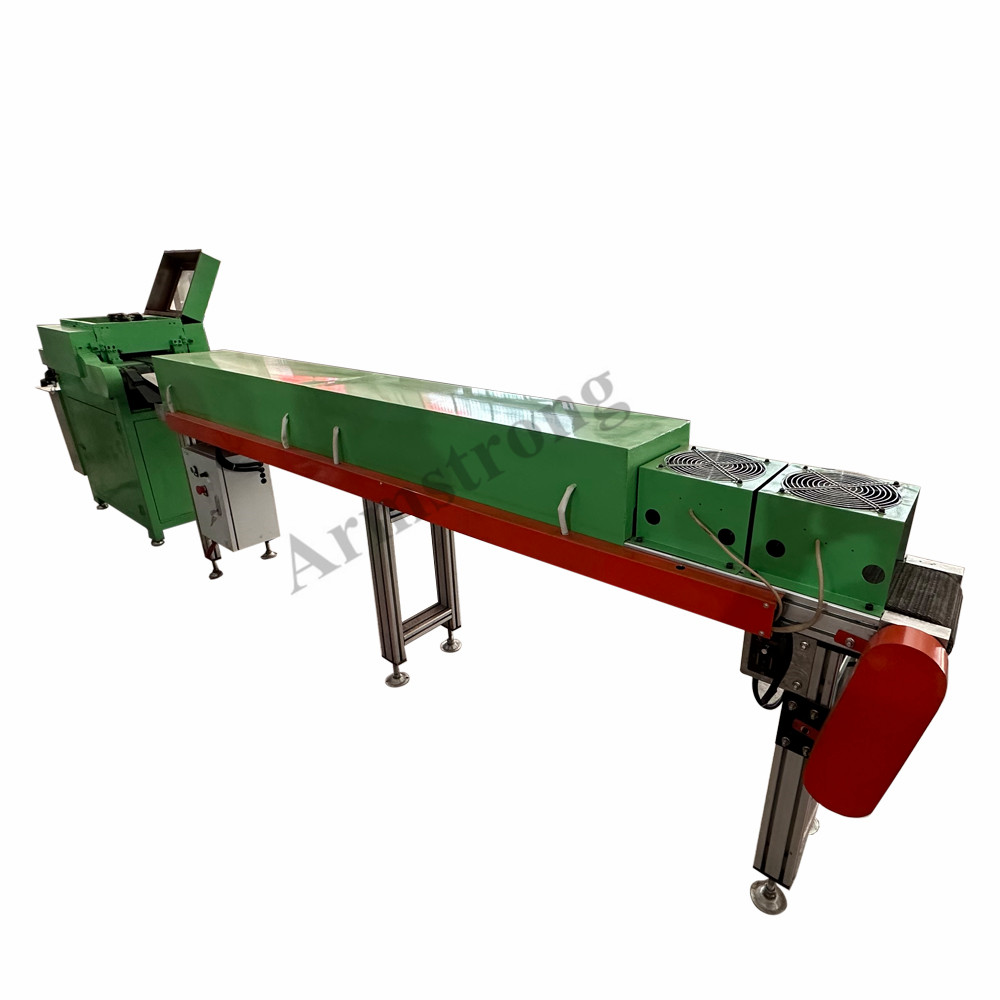
AGM-605 स्टील बॅक ग्लूइंग मशीन ब्रेक पॅडच्या मागील प्लेट पृष्ठभागावर लावले जाते. मशीनचे कार्य तत्व असे आहे की द्रव कोटिंग स्टीलच्या मागील पृष्ठभागावर समान रीतीने गुंडाळले जाते, ज्यामुळे पृष्ठभागावर गोंदाचा थर असतो. गोंदाची जाडी आणि फीडिंग गती समायोजित केली जाऊ शकते, दरम्यान ब्रेक पॅड सतत ठेवता येतात. त्यात उच्च कार्यक्षमता, मोठे आउटपुट आणि सोपे ऑपरेशन इत्यादी वैशिष्ट्ये आहेत. अशा प्रकारे तुमच्या उत्पादन गरजांसाठी हा एक फायदेशीर पर्याय आहे.
फायदे:
१. सिंगल ग्लूइंग स्टेशन दोन स्टेशनवर अपग्रेड करा, प्रत्येक बॅक प्लेट पृष्ठभाग समान रीतीने गोंदाने लेपित असल्याची खात्री करा.
२. गोंद सुकविण्यासाठी दूर इन्फ्रारेड हीटिंग पाईप्स + कूलिंग फॅन वापरा, आउटपुटनंतर ब्रेक पॅड एकमेकांना चिकटणार नाहीत.
३.ग्लूइंग रोलरची उंची मॅन्युअली वरून हवेच्या दाबाने आपोआप करा, ज्यामुळे उत्पादन कार्यक्षमता मोठ्या प्रमाणात सुधारते.
४, ग्लू सप्लाय बॅरलमध्ये अॅजिटेटर आहे, जो गोंद समान रीतीने बनवतो आणि कोरडा होत नाही.





