




တစ်ပိုင်းအလိုအလျောက်ကော်ကပ်စက်
လျှောက်လွှာ:
ဘရိတ်ပြားကို အပူပေးဖိခြင်းမပြုမီ၊ ဘရိတ်ပြားကို အပူပေးဖိပြီးနောက် ပွတ်တိုက်မှုပစ္စည်းနှင့် နောက်ပြားသည် လုံလောက်သော ကပ်ငြိမှုရှိစေရန်အတွက် နောက်ပြားပေါ်တွင် ဘရိတ်ပြားနောက်ပြားကော်အလွှာတစ်ခု လိမ်းရန် လိုအပ်ပြီး ဘရိတ်ပြားသည် လိုအပ်သော ဖြတ်အားကို ရောက်ရှိစေရန်လည်း လိုအပ်ပါသည်။ အသုံးများသော သံမဏိနောက်ပြားကော်အပေါ်ယံလွှာနည်းလမ်းများတွင် ဖြန်းခြင်းနှင့် လှိမ့်ခြင်းတို့ ပါဝင်သည်။ ဤလက်ဖြင့်ထိန်းချုပ်ထားသော အပေါ်ယံလွှာနည်းလမ်းသည် ဘရိတ်ပြား၏ နောက်ပြားမျက်နှာပြင်ပေါ်ရှိ ကော်အထူကို မညီမညာဖြစ်စေပြီး အပေါ်ယံလွှာအရည်အသွေး မညီမညာဖြစ်စေကာ လက်ရှိထုတ်လုပ်မှုလုပ်ငန်းစဉ်၏ လိုအပ်ချက်များကို ဖြည့်ဆည်းပေးနိုင်မည်မဟုတ်ပါ။ အထက်တွင်ဖော်ပြထားသော ယခင်နည်းပညာ၏ အားနည်းချက်များကို ထောက်ရှုခြင်းအားဖြင့်၊ တီထွင်မှု၏ ရည်ရွယ်ချက်မှာ ယခင်နည်းပညာတွင် ကော်အရည်အသွေးညံ့ဖျင်းခြင်းပြဿနာကို ဖြေရှင်းရန်အသုံးပြုသည့် ဘရိတ်ပြားနောက်ပြားကော်ကိရိယာတစ်ခု ပံ့ပိုးပေးရန်ဖြစ်သည်။
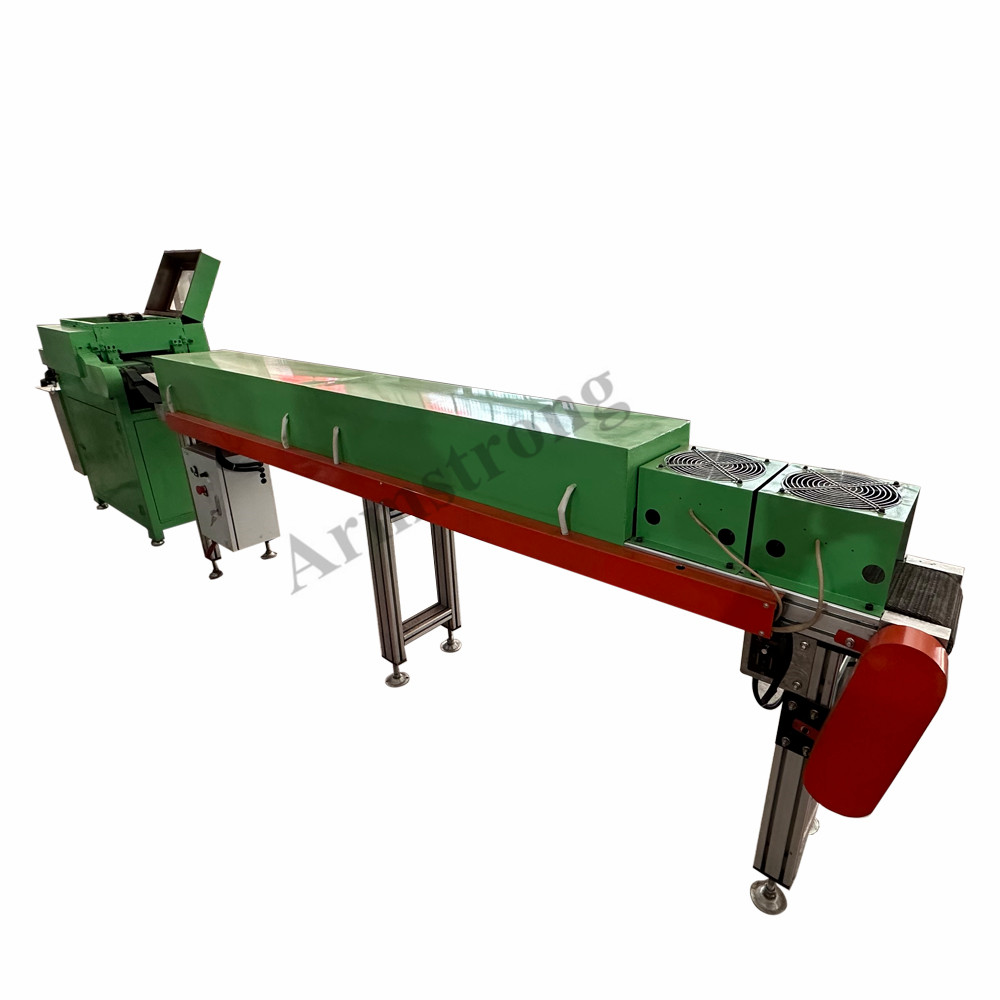
AGM-605 သံမဏိနောက်ကျောကော်စက်ကို ဘရိတ်ပြားများ၏ နောက်ဘက်ပြားမျက်နှာပြင်တွင် ကပ်ပါသည်။ စက်၏အလုပ်လုပ်ပုံမှာ အရည်အပေါ်ယံလွှာကို သံမဏိနောက်ကျောမျက်နှာပြင်ပေါ်တွင် ညီညာစွာလှိမ့်ပေးသောကြောင့် မျက်နှာပြင်တွင် ကော်အလွှာတစ်ခုရှိစေပါသည်။ ကော်၏အထူနှင့် အစာကျွေးနှုန်းကို ချိန်ညှိနိုင်ပြီး ဘရိတ်ပြားများကို အဆက်မပြတ်ထားနိုင်ပါသည်။ ၎င်းသည် မြင့်မားသောစွမ်းဆောင်ရည်၊ ထုတ်လုပ်မှုများပြားခြင်းနှင့် ရိုးရှင်းသောလည်ပတ်မှုစသည့် ဝိသေသလက္ခဏာများရှိသည်။ ထို့ကြောင့် ၎င်းသည် သင့်ထုတ်လုပ်မှုလိုအပ်ချက်များအတွက် တန်ဖိုးရှိသောရွေးချယ်မှုတစ်ခုဖြစ်သည်။
အားသာချက်များ
၁။ ကော်ကပ်သည့်နေရာတစ်ခုတည်းကို နှစ်ခုအထိ အဆင့်မြှင့်တင်ပါ၊ နောက်ကျောပြားမျက်နှာပြင်တစ်ခုစီကို ကော်ဖြင့် ညီညီညာညာ ဖုံးအုပ်ထားကြောင်း သေချာပါစေ။
၂။ ကော်ခြောက်ရန်အတွက် အနီအောက်ရောင်ခြည်အပူပေးပိုက်များ + အအေးပေးပန်ကာကို အသုံးပြုပါ၊ ကော်ထွက်လာပြီးနောက် ဘရိတ်ပြားများသည် တစ်ခုနှင့်တစ်ခု ကပ်မနေပါ။
၃။လေဖိအားဖြင့် ကော်လိပ်အမြင့်ကို လက်ဖြင့်မှ အလိုအလျောက်သို့ ပြောင်းလဲခြင်းဖြင့် ထုတ်လုပ်မှုထိရောက်မှုကို များစွာတိုးတက်စေပါသည်။
၄။ ကော်ထောက်ပံ့ရေးစည်တွင် ကော်ကို ညီညာစွာဖြစ်စေပြီး မခြောက်သွေ့စေသော မွှေနှောက်ကိရိယာ တပ်ဆင်ထားသည်။





