




अर्ध-स्वचालित ग्लुइङ मेसिन
आवेदन:
ब्रेक प्याड तातो थिच्नु अघि, ब्रेक प्याड तातो थिचेपछि घर्षण सामग्री र पछाडिको प्लेटमा पर्याप्त आसंजन छ भनी सुनिश्चित गर्न पछाडिको प्लेटमा ब्रेक प्याड ब्याक प्लेट ग्लुको तह लगाउनु आवश्यक छ, साथै ब्रेक प्याडलाई आवश्यक शियर बलमा पुर्याउन पनि प्रयोग गरिन्छ। सामान्यतया प्रयोग हुने स्टील ब्याक ग्लु कोटिंग विधिहरूमा स्प्रेइङ र रोलिङ समावेश छ। यी म्यानुअल रूपमा नियन्त्रित कोटिंग विधिले ब्रेक प्याडको पछाडिको प्लेट सतहमा ग्लु मोटाईलाई असमान बनाउँछ, र कोटिंग गुणस्तर असंगत बनाउँछ, जसले अवस्थित उत्पादन प्रक्रियाको आवश्यकताहरू पूरा गर्न सक्दैन। माथि वर्णन गरिएको पूर्व कलाको कमजोरीहरूलाई ध्यानमा राख्दै, आविष्कारको उद्देश्य ब्रेक प्याड ब्याक प्लेट ग्लुइङ उपकरण प्रदान गर्नु हो, जुन पूर्व कलामा खराब ग्लुइङ गुणस्तरको समस्या समाधान गर्न प्रयोग गरिन्छ।
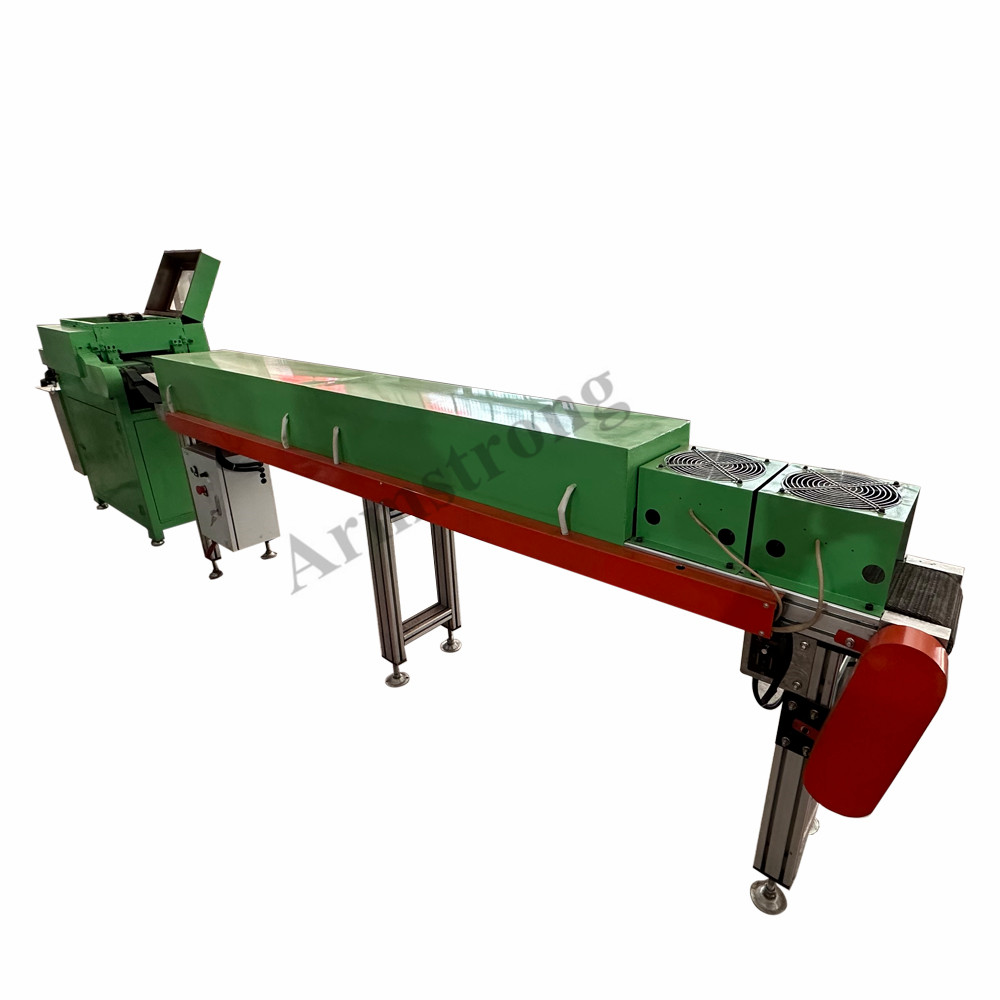
AGM-605 स्टील ब्याक ग्लुइङ मेसिन ब्रेक प्याडको पछाडिको प्लेट सतहमा लगाइन्छ। मेसिनको काम गर्ने सिद्धान्त भनेको तरल कोटिंग स्टीलको पछाडिको सतहमा समान रूपमा घुमाइन्छ, जसले गर्दा सतहमा ग्लुको तह हुन्छ। ग्लुको मोटाई र फिडिङ गति समायोजन गर्न सकिन्छ, यसैबीच ब्रेक प्याडहरू निरन्तर राख्न सकिन्छ। यसमा उच्च दक्षता, ठूलो आउटपुट र सरल सञ्चालन, आदि विशेषताहरू छन्। त्यसैले यो तपाईंको उत्पादन आवश्यकताहरूको लागि एक सार्थक विकल्प हो।
फाइदा:
१. एकल ग्लुइङ स्टेशनलाई दुई स्टेशनहरूमा स्तरोन्नति गर्नुहोस्, प्रत्येक पछाडिको प्लेटको सतहलाई समान रूपमा ग्लुले लेपित गरिएको सुनिश्चित गर्दै।
२. ग्लु सुकाउनको लागि टाढा इन्फ्रारेड तताउने पाइपहरू + कुलिङ फ्यान प्रयोग गर्नुहोस्, आउटपुट पछि ब्रेक प्याडहरू एकअर्कासँग टाँसिने छैनन्।
३.ग्लुइङ रोलरको उचाइलाई म्यानुअलीबाट स्वचालित रूपमा हावाको चापद्वारा परिवर्तन गर्नुहोस्, उत्पादन दक्षतामा धेरै सुधार गर्नुहोस्।
४, ग्लु आपूर्ति ब्यारेल एजिटेटरले सुसज्जित छ, जसले ग्लुलाई समान रूपमा बनाउँछ र सुख्खा हुँदैन।





