




Halvautomatisk limemaskin
Søknad:
Før bremseklossen varmpresses, er det nødvendig å påføre et lag med lim for bremseklossens bakplate på bakplaten for å sikre at friksjonsmaterialet og bakplaten har tilstrekkelig heft etter at bremseklossen er varmpresset, og for å sikre at bremseklossen oppnår den nødvendige skjærstyrken. Vanlig brukte metoder for liming av stålbakplater inkluderer sprøyting og valsing. Disse manuelt kontrollerte belegningsmetodene gjør at limtykkelsen på bakplatens overflate blir ujevn, og beleggkvaliteten blir inkonsekvent, noe som ikke kan oppfylle behovene til den eksisterende produksjonsprosessen. I lys av manglene ved den tidligere teknikken beskrevet ovenfor, er formålet med oppfinnelsen å tilveiebringe en limeanordning for bremseklosser, som brukes til å løse problemet med dårlig limkvalitet i den tidligere teknikken.
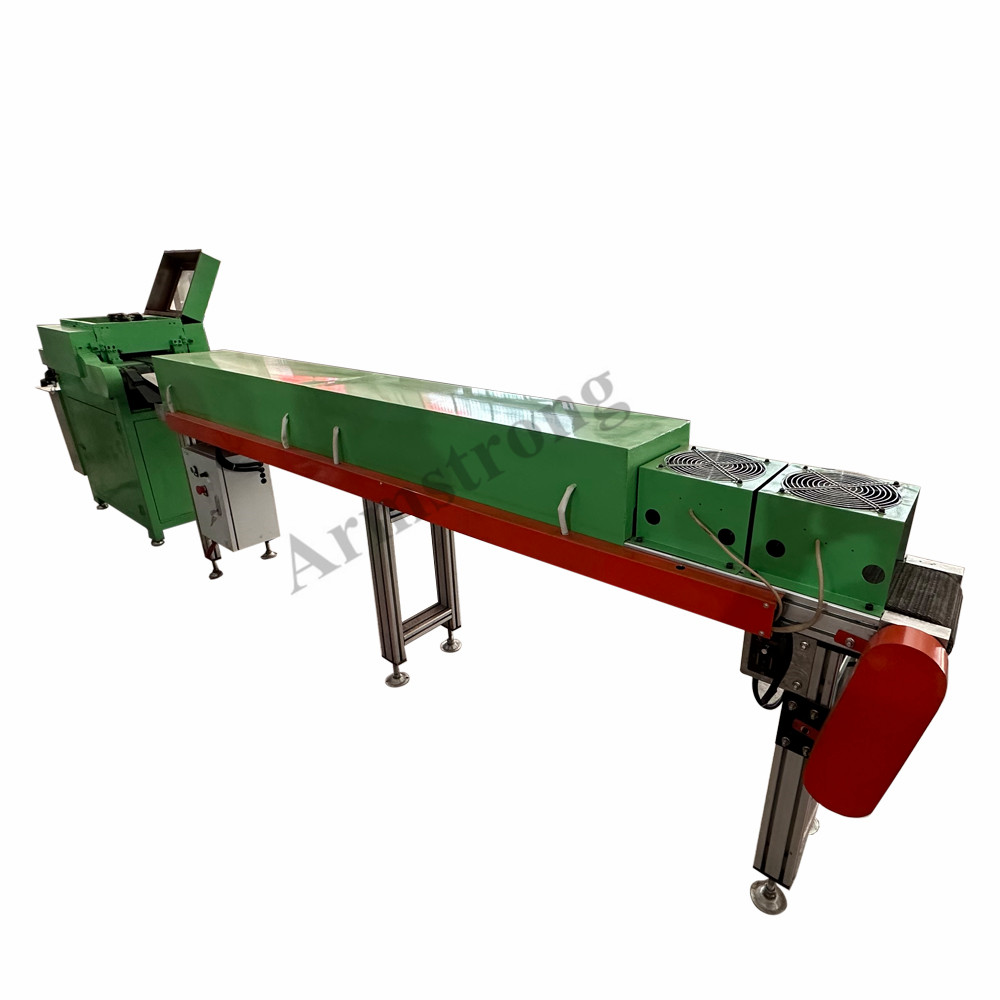
AGM-605 stålbaklimemaskin påføres bakplaten på bremseklosser. Maskinens virkemåte er at det flytende belegget jevnt fordeles på stålbakplaten, noe som gir overflaten et lag med lim. Limtykkelsen og matehastigheten kan justeres, samtidig som bremseklossene kan plasseres kontinuerlig. Den har egenskaper som høy effektivitet, stor ytelse og enkel betjening, osv. Dermed er den et verdifullt valg for dine produksjonsbehov.
Fordeler:
1. Oppgrader den enkle limstasjonen til to stasjoner, og sørg for at hver bakplateoverflate er dekket med lim jevnt.
2. Bruk fjerninfrarøde varmerør + kjølevifte for limtørking, bremseklossene vil ikke feste seg til hverandre etter utgang
3.Endre limvalsens høyde fra manuelt til automatisk ved hjelp av lufttrykket, noe som forbedrer produksjonseffektiviteten betraktelig
4. Limtilførselssylinderen er utstyrt med omrører, som gjør limet jevnt og ikke tørt.





