




نیمه اتوماتیک ګلوینګ ماشین
غوښتنلیک:
مخکې لدې چې د بریک پیډ ګرم فشار ورکړل شي، دا اړینه ده چې د بریک پیډ بیک پلیټ ګلو یوه طبقه په شا پلیټ باندې پلي شي ترڅو ډاډ ترلاسه شي چې د بریک پیډ ګرم فشار وروسته د رګونو مواد او شا پلیټ کافي چپکونکي لري، همدارنګه د بریک پیډ اړین شین ځواک ته رسوي. په عام ډول کارول شوي د فولادو بیک ګلو کوټینګ میتودونو کې سپری کول او رول کول شامل دي. دا په لاسي ډول کنټرول شوي کوټینګ میتود د بریک پیډ د شا پلیټ سطحې کې د ګلو ضخامت غیر مساوي کوي، او د کوټینګ کیفیت متضاد کوي، کوم چې د موجوده تولید پروسې اړتیاوې نشي پوره کولی. د پورته تشریح شوي مخکیني هنر نیمګړتیاو ته په پام سره، د اختراع هدف د بریک پیډ بیک پلیټ ګلو کولو وسیله چمتو کول دي، کوم چې په مخکیني هنر کې د ضعیف ګلو کولو کیفیت ستونزې حل کولو لپاره کارول کیږي.
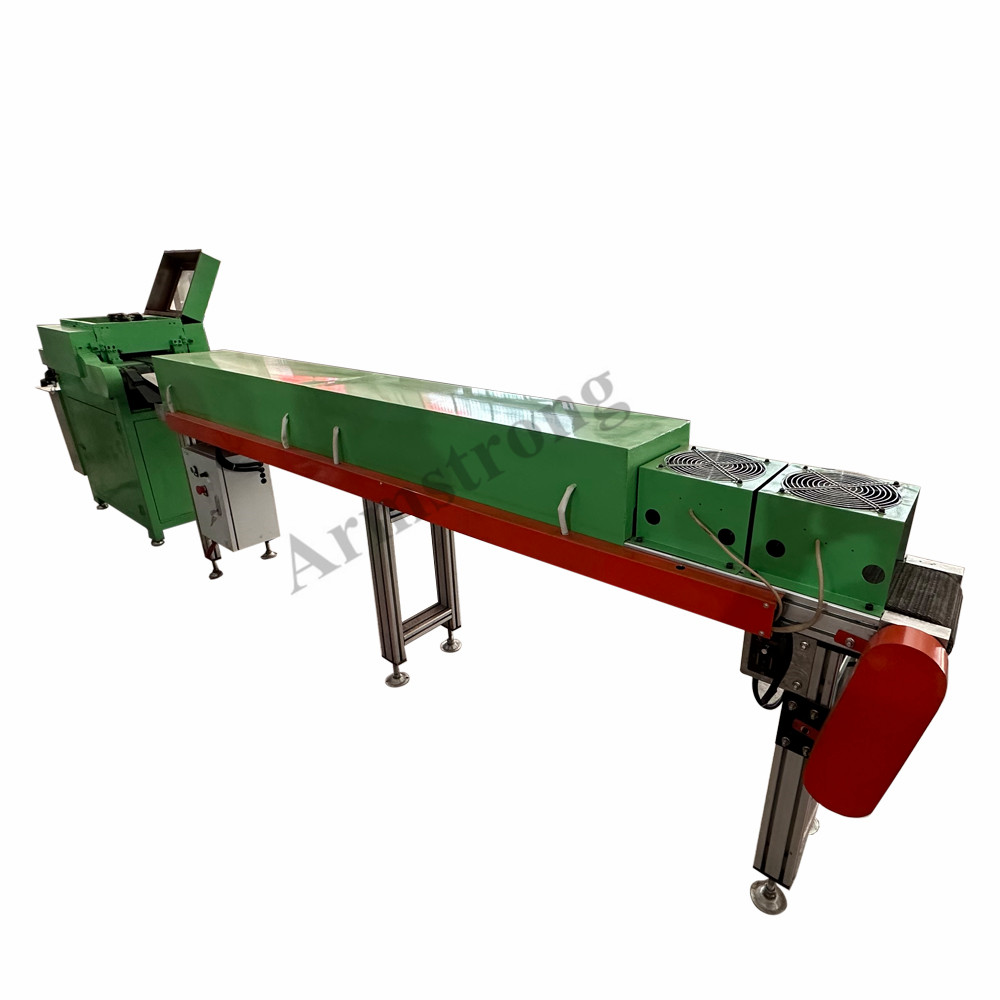
د AGM-605 فولادو شاته ګلو کولو ماشین د بریک پیډونو د شاته پلیټ سطحې ته تطبیق کیږي. د ماشین کاري اصل دا دی چې د مایع پوښ په مساوي ډول د فولادو شاته سطحې باندې پوښل کیږي، کوم چې سطح د ګلو طبقه لري. د ګلو ضخامت او د تغذیه کولو سرعت تنظیم کیدی شي، په ورته وخت کې د بریک پیډونه په دوامداره توګه ځای په ځای کیدی شي. دا د لوړ موثریت، لوی تولید او ساده عملیاتو ځانګړتیاوې لري، په دې توګه دا ستاسو د تولید اړتیاو لپاره یو ارزښتناک انتخاب دی.
ګټې:
۱. د واحد ګلو کولو سټیشن دوه سټیشنونو ته لوړ کړئ، ډاډ ترلاسه کړئ چې د هر شاته پلیټ سطح په مساوي ډول د ګلو سره پوښل شوی وي.
۲. د ګلو وچولو لپاره د لرې انفراریډ تودوخې پایپونه + د یخولو فین وکاروئ، د بریک پیډونه به د تولید وروسته یو بل سره ونښلي.
۳.د ګلوینګ رولر لوړوالی د لاسي څخه په اتوماتيک ډول د هوا فشار سره بدل کړئ، د تولید موثریت خورا ښه کوي.
۴، د ګلو رسولو بیرل چې د ایجیټیټر سره سمبال دی، کوم چې ګلو په مساوي ډول جوړوي او وچ نه وي.





