
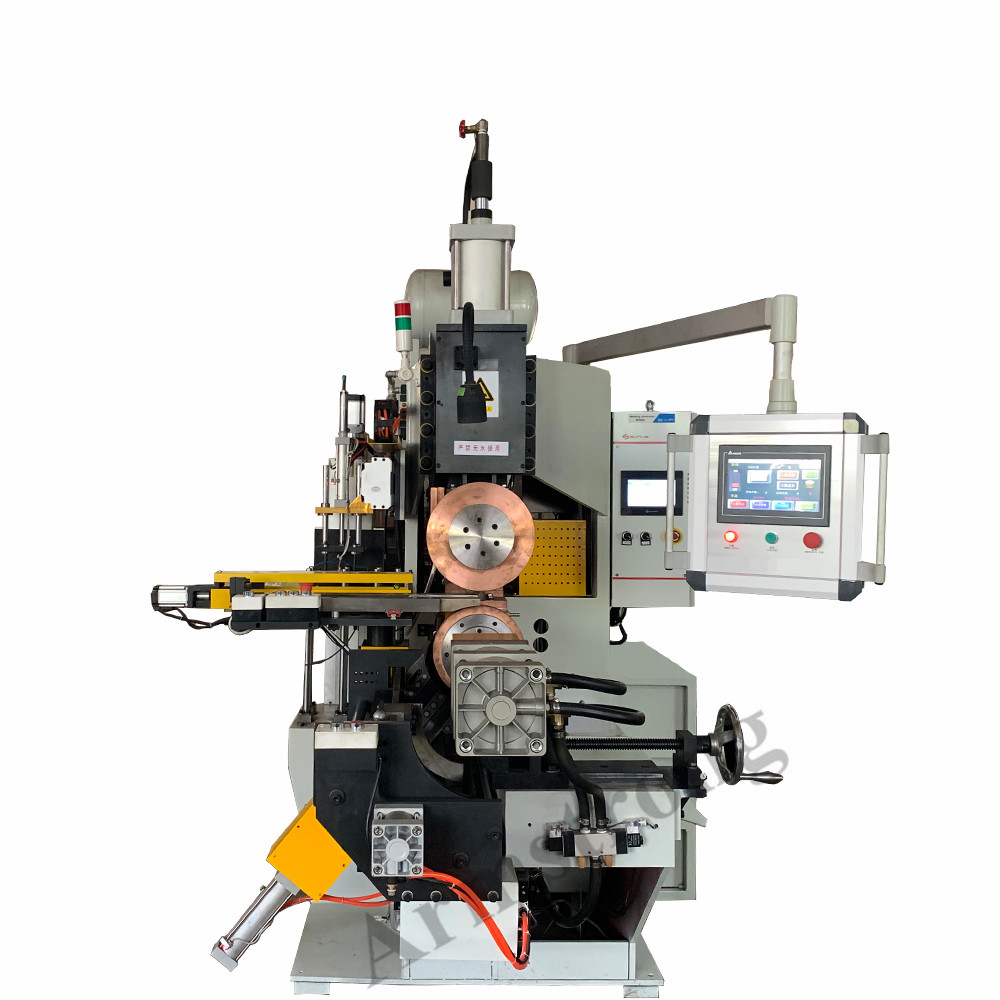



Аппарат для сварки роликов A-BP400
Приложение:
Роликовая сварка, также известная как кольцевая сварка, — это метод, при котором вместо цилиндрических электродов точечной сварки используются роликовые электроды. Свариваемые детали перемещаются между роликами, образуя герметичный сварной шов с перекрывающимися сварными швами. Обычно используется импульсный переменный ток или ток с амплитудной модуляцией, а также может использоваться трехфазный (однофазный) выпрямленный постоянный ток средней и высокой частоты. Роликовая сварка широко применяется для сварки тонких пластин герметичных контейнеров в нефтяных бочках, банках, радиаторах, топливных баках самолетов и автомобилей, ракетах и снарядах. Как правило, толщина свариваемой пластины не превышает 3 мм.
Тормозная колодка в автомобиле в основном состоит из пластины и ребра. Обычно эти две части соединяются методом сварки, при этом используется роликовый сварочный аппарат. Этот роликовый сварочный аппарат средней частоты для автомобильных тормозных колодок является идеальным специальным сварочным оборудованием, разработанным и изготовленным нашей компанией для производства автомобильных тормозов в соответствии с техническими требованиями к сварке тормозных колодок.
Данное оборудование имеет широкий спектр применения и подходит для сварки одинарных усиливающих элементов автомобильных тормозных колодок. Для управления настройками используется цифровой сенсорный экран, что делает его простым и удобным в использовании.
Комплектующие (стойка для панельных материалов, токопроводящий короб, сервопривод, зажимная форма, цилиндр для сварки под давлением) — это продукция всемирно известных брендов. Кроме того, высокоточный планетарный редуктор позволяет повысить точность позиционирования башмака.
В качестве основного блока управления используется однокристальный микрокомпьютер, который отличается простотой схемы, высокой степенью интеграции и интеллектуальными возможностями, снижает частоту отказов и упрощает техническое обслуживание.
Секция связи и управления BCD-кодом подключается к промышленному компьютеру, ПЛК и другому управляющему оборудованию для обеспечения дистанционного управления и автоматического контроля, что повышает эффективность работы. Можно сохранить 16 параметров сварки для вызова пользователем предварительных настроек.
Выходная частота контроллера промежуточной частоты составляет 1 кГц, а регулировка тока осуществляется быстро и точно, чего невозможно достичь с помощью обычных сварочных аппаратов, работающих на промышленной частоте.





