
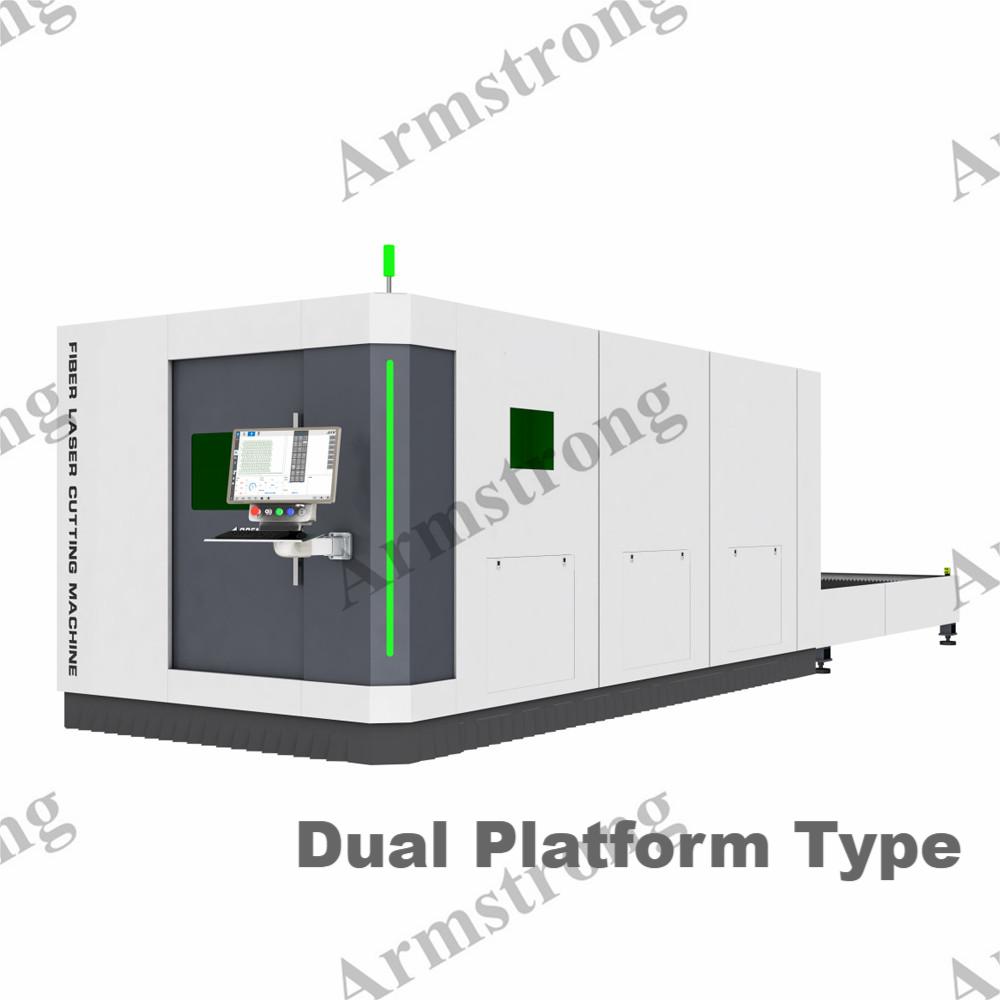
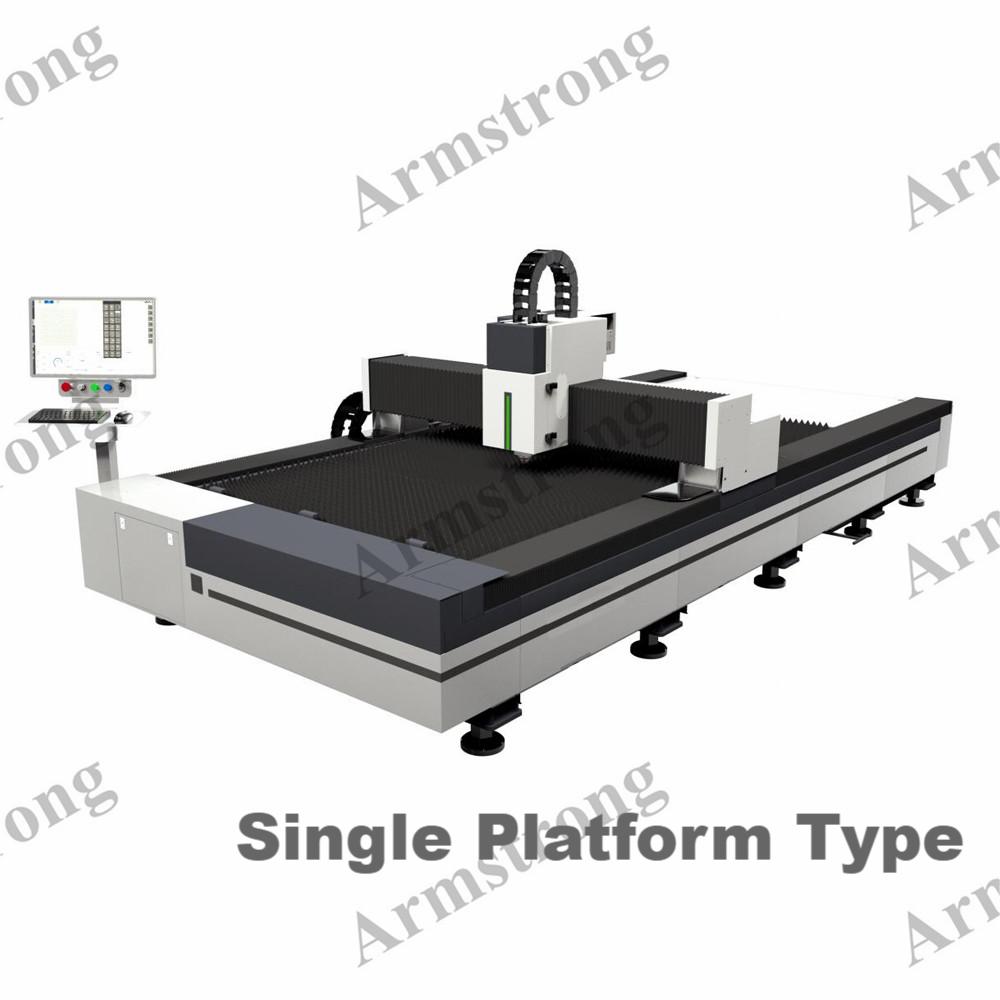
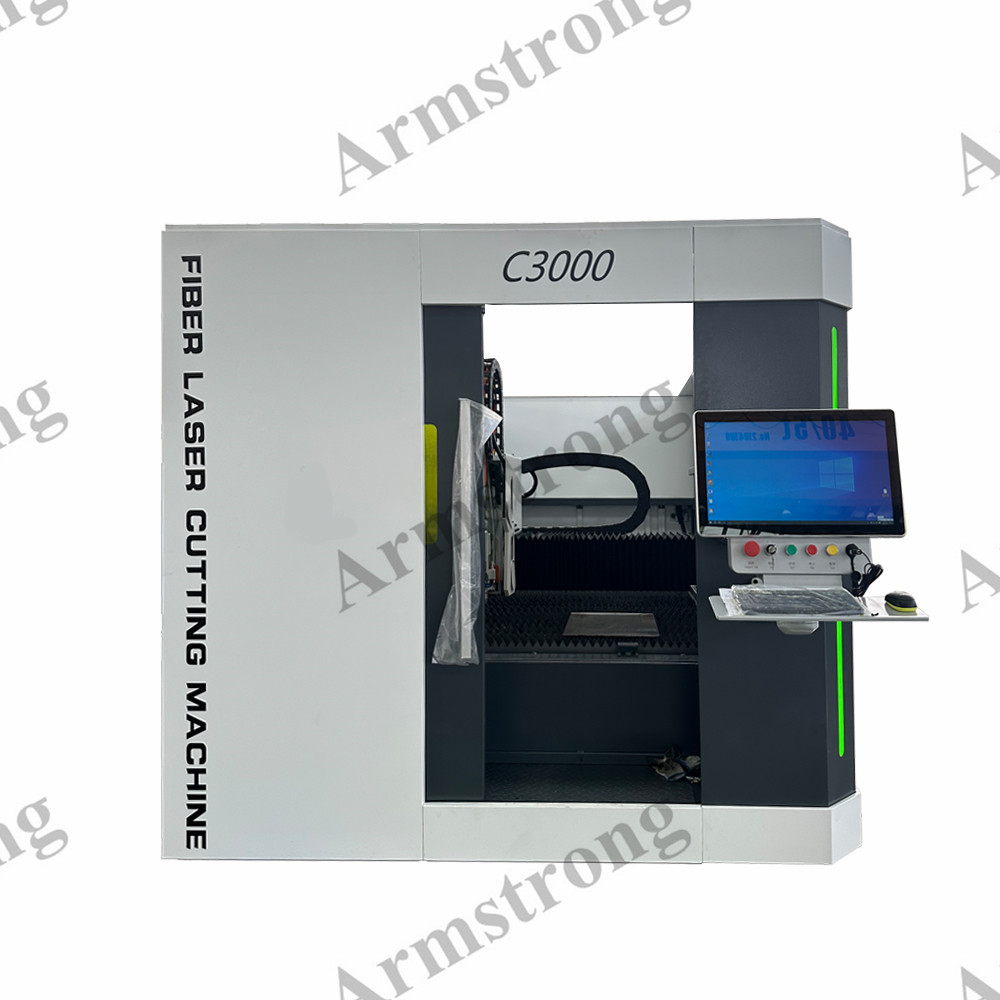


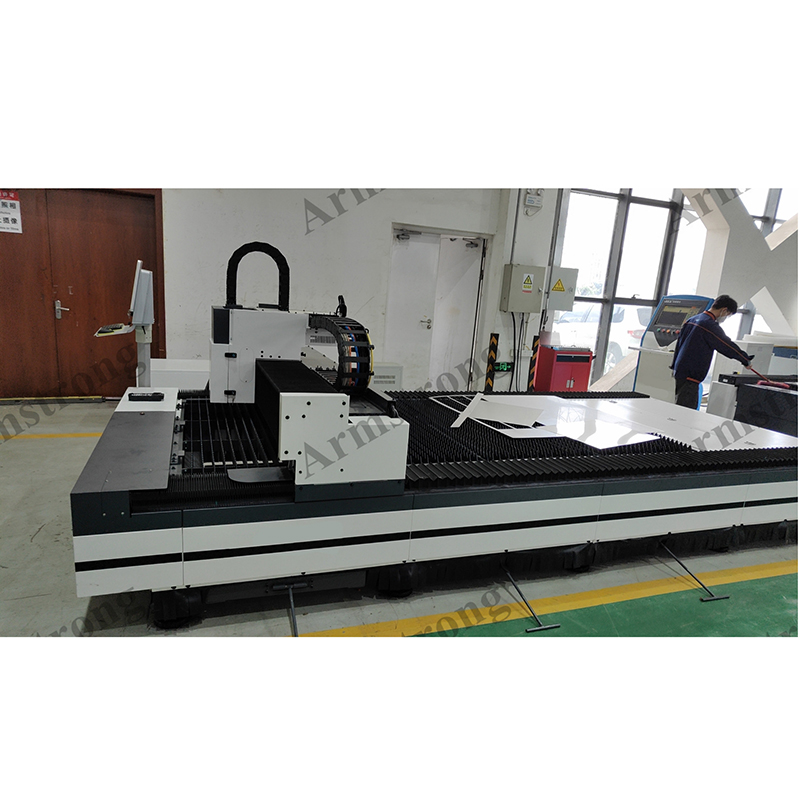
Станок для лазерной резки
Использование
Традиционный процесс производства стальных задних пластин обычно делится на такие этапы, как вырубка, пробивка отверстий, выравнивание, точная резка и выталкивание штифтов. Все эти процессы выполняются на штамповочных станках, и для каждого этапа требуется набор штамповочных матриц, поэтому затраты на оборудование и пресс-формы, необходимые для производства стальных задних пластин, высоки. Для каждого этапа обычно требуется штамповочный станок различной грузоподъемности.
Для сокращения количества штамповочных станков и инвестиций в штамповочные матрицы мы предлагаем заменить процессы вырубки и пробивки отверстий лазерной резкой. Лазерная резка позволяет вырезать исходную форму задней пластины из стального листа, не влияя на ее плоскостность. Таким образом, заказчику не нужно изготавливать штамповочные матрицы для вырубки, пробивки отверстий и выравнивания. Это особенно подходит для производства задних пластин для легковых и коммерческих автомобилей.

эффект лазерной резки
Наши преимущества:
Стабильная платформа для сварочного инструмента:
Станина станка изготовлена с использованием профессиональной сварки, вторичной вибрационной обработки и прецизионной чистовой обработки, что значительно повышает устойчивость станка.

2. Изготовленная из авиационного алюминия и экструдированная, она проходит предварительную обработку после отжига для устранения внутренних напряжений, а затем подвергается прецизионной обработке после вторичной вибрационной обработки, что обеспечивает общую прочность, жесткость и стабильность поперечной балки.
3. Режущие газы делятся на три типа: азот, кислород и воздух. Эти три газа можно выбирать для резки с помощью электромагнитных клапанов.
4. Система водоснабжения станка для лазерной резки волоконным лазером состоит в основном из двух частей: охлаждающая вода выходит из чиллера и поступает в лазер по двум каналам: один канал поступает в режущую головку лазерного станка для охлаждения его QBH, другой канал поступает внутрь волоконного лазера и охлаждает его. После циркуляции вода возвращается в чиллер.
5. Высокая скорость и точность
6. Простой и интуитивно понятный системный интерфейс.
7. Комплексная диагностическая функция для быстрого устранения неполадок.
8. Благодаря системе, переключение между различными вспомогательными газами для резки осуществляется удобно и быстро.
9. Профессиональная библиотека параметров процесса лазерной резки (профессиональная библиотека параметров, позволяющая изменять параметры процесса лазерной резки в режиме реального времени в интерфейсе).
10. Оснащен функцией отображения состояния резки и текущего положения в режиме реального времени.