




Polavtomatski stroj za lepljenje
Uporaba:
Pred vročim stiskanjem zavorne ploščice je treba na zadnjo ploščo nanesti plast lepila za zadnjo ploščo zavorne ploščice, da se zagotovi zadosten oprijem torne mase in zadnje plošče po vročem stiskanju zavorne ploščice ter da zavorna ploščica doseže zahtevano strižno trdnost. Pogosto uporabljeni metodi nanašanja lepila na jekleno zadnjo ploščo vključujeta brizganje in valjanje. Ti ročno nadzorovani metodi nanašanja povzročijo neenakomerno debelino lepila na površini zadnje plošče zavorne ploščice in neskladno kakovost premaza, kar ne more zadostiti potrebam obstoječega proizvodnega procesa. Glede na zgoraj opisane pomanjkljivosti predhodnega stanja tehnike je namen izuma zagotoviti napravo za lepljenje zadnje plošče zavorne ploščice, ki se uporablja za reševanje problema slabe kakovosti lepljenja v predhodnem stanju tehnike.
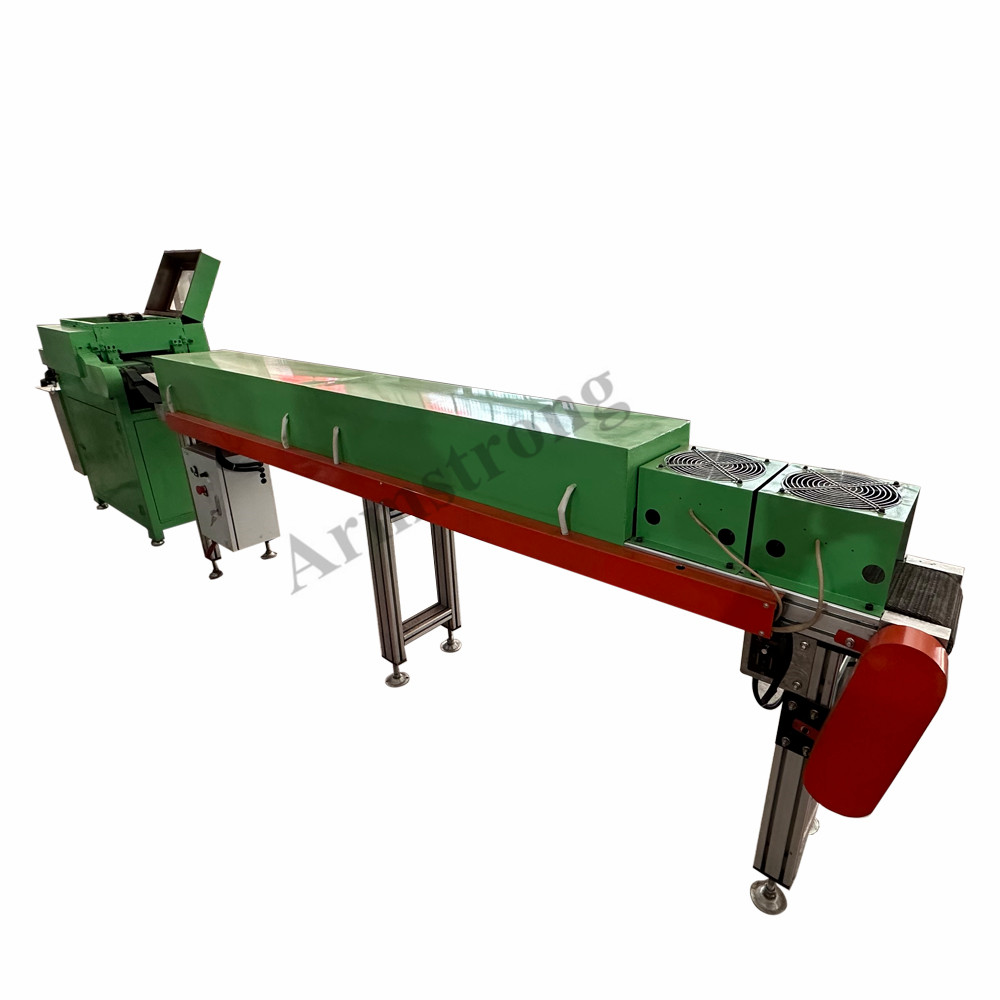
Stroj za lepljenje jeklenih hrbtnih plošč AGM-605 se namešča na zadnjo površino zavornih ploščic. Načelo delovanja stroja je, da se tekoči premaz enakomerno nanese na zadnjo površino jeklene plošče, zaradi česar je površina prekrita s plastjo lepila. Debelino lepila in hitrost podajanja je mogoče prilagajati, medtem ko je mogoče zavorne ploščice nameščati neprekinjeno. Odlikuje ga visoka učinkovitost, velika zmogljivost in enostavno upravljanje. Zato je to odlična izbira za vaše proizvodne potrebe.
Prednosti:
1. Nadgradite eno samo postajo za lepljenje na dve postaji in zagotovite, da je vsaka površina zadnje plošče enakomerno premazana z lepilom
2. Za sušenje lepila uporabite daljno infrardeče grelne cevi + hladilni ventilator, zavorne ploščice se po izhodu ne bodo sprijele druga z drugo.
3.Spreminjanje višine lepilnega valja z ročnega na samodejno z zračnim tlakom, kar močno izboljša učinkovitost proizvodnje
4. Sod za dovod lepila je opremljen z mešalom, zaradi česar je lepilo enakomerno in se ne suši.





