




نیم خودکار گلونگ مشین
درخواست:
بریک پیڈ کو گرم دبانے سے پہلے، بیک پلیٹ پر بریک پیڈ بیک پلیٹ گلو کی ایک تہہ لگانا ضروری ہے تاکہ یہ یقینی بنایا جا سکے کہ بریک پیڈ کو گرم دبانے کے بعد رگڑ کے مواد اور پچھلی پلیٹ میں کافی چپکنے والی ہے، بریک پیڈ کو بھی مطلوبہ قینچ کی طاقت تک پہنچائیں۔ عام طور پر استعمال ہونے والے اسٹیل بیک گلو کوٹنگ کے طریقوں میں اسپرے اور رولنگ شامل ہیں۔ یہ دستی طور پر کنٹرول شدہ کوٹنگ کا طریقہ بریک پیڈ کی پچھلی پلیٹ کی سطح پر گوند کی موٹائی کو ناہموار بناتا ہے، اور کوٹنگ کا معیار متضاد ہے، جو موجودہ پیداواری عمل کی ضروریات کو پورا نہیں کر سکتا۔ اوپر بیان کیے گئے پرانے آرٹ کی خامیوں کے پیش نظر، ایجاد کا مقصد ایک بریک پیڈ بیک پلیٹ گلوئنگ ڈیوائس فراہم کرنا ہے، جسے پرانے آرٹ میں گلونگ کے خراب معیار کے مسئلے کو حل کرنے کے لیے استعمال کیا جاتا ہے۔
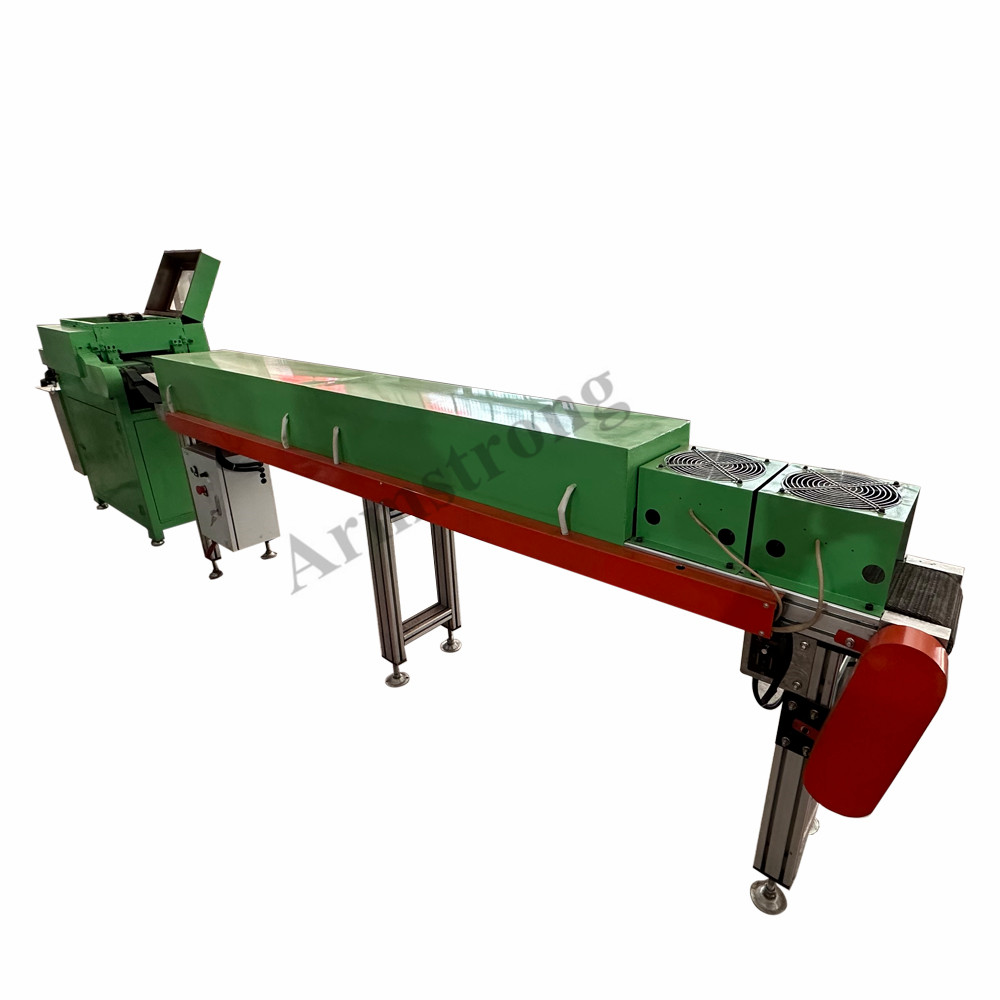
AGM-605 اسٹیل بیک گلونگ مشین بریک پیڈ کی پچھلی پلیٹ کی سطح پر لگائی جاتی ہے۔ مشین کا کام کرنے کا اصول یہ ہے کہ مائع کوٹنگ سٹیل کی پچھلی سطح پر یکساں طور پر لپیٹ دی جاتی ہے، جس کی وجہ سے سطح پر گوند کی پرت ہوتی ہے۔ گلو کی موٹائی اور کھانا کھلانے کی رفتار کو ایڈجسٹ کیا جا سکتا ہے، اس دوران بریک پیڈ کو مسلسل رکھا جا سکتا ہے۔ اس میں اعلی کارکردگی، بڑی پیداوار اور سادہ آپریشن وغیرہ کی خصوصیات ہیں۔ اس طرح یہ آپ کی پیداواری ضروریات کے لیے ایک قابل قدر انتخاب ہے۔
فوائد:
1. سنگل گلونگ سٹیشن کو دو سٹیشنوں میں اپ گریڈ کریں، اس بات کو یقینی بناتے ہوئے کہ ہر بیک پلیٹ کی سطح کو یکساں طور پر گلو کے ساتھ لیپت کیا گیا ہے۔
2. گلو خشک کرنے کے لیے دور اورکت حرارتی پائپ + کولنگ فین استعمال کریں، آؤٹ پٹ کے بعد بریک پیڈ ایک دوسرے سے چپک نہیں سکیں گے۔
3۔گلوئنگ رولر کی اونچائی کو دستی طور پر ہوا کے دباؤ سے خود بخود تبدیل کریں، پیداواری کارکردگی کو بہت بہتر بناتا ہے۔
4، گلو سپلائی بیرل ایجیٹیٹر سے لیس ہے، جو گلو کو یکساں بناتا ہے اور خشک نہیں ہوتا ہے۔





