Kombineret slibemaskine til PC-bremseklodser
Hovedtrin i driften:
a. Juster formalingsmængden:
Malingsmængden justeres ved at dreje på justeringshåndhjulet for at ændre afstanden mellem slibefladen og den hvide stålskinne. De øvre og nedre dimensioner justeres med en lyslineal (lyslinealens præcision er 0,01 mm) og låses med et låsehåndtag.
b. Arbejdsgang (trin for trin)
1. Åbn støvudsugningen og hovedafbryderen, tænd derefter for tænd/sluk-knappen, og tænd for grovslibning, notfræsning, finslibning, vinkelaffasning, askebørstning og transport i rækkefølge.
2. Løft slibehovedmotoren, notmotoren og affasningsmotoren til en bestemt højde, og juster dem en smule efter behov.
3. Kontroller produktstørrelsen og formalingsstørrelsen, og beregn den samlede formalingsstørrelse.
4. Reducer (juster formalingsmængden) grovkværnsmotoren til 80% af den samlede formalingsmængde.
5. Sænk (juster rilledybden) rillemotoren til de nødvendige størrelser.
6. Reducer (juster formalingsmængden) finmalingsmotoren til 20% af den samlede formalingsmængde.
7. Reducer (juster slibehøjden) ind og ud (juster slibebredden) affasningsmotoren til produktstørrelseskravene.
8. Juster frekvensomformningstransmissionen i henhold til outputkravene.
9. Sluk for transportbåndet, askebørstning, vinkelaffasning, finslibning, notfræsning og grovslibningsmotoren, og sluk derefter for strømafbryderen, og træk hovedafbryderen ned.

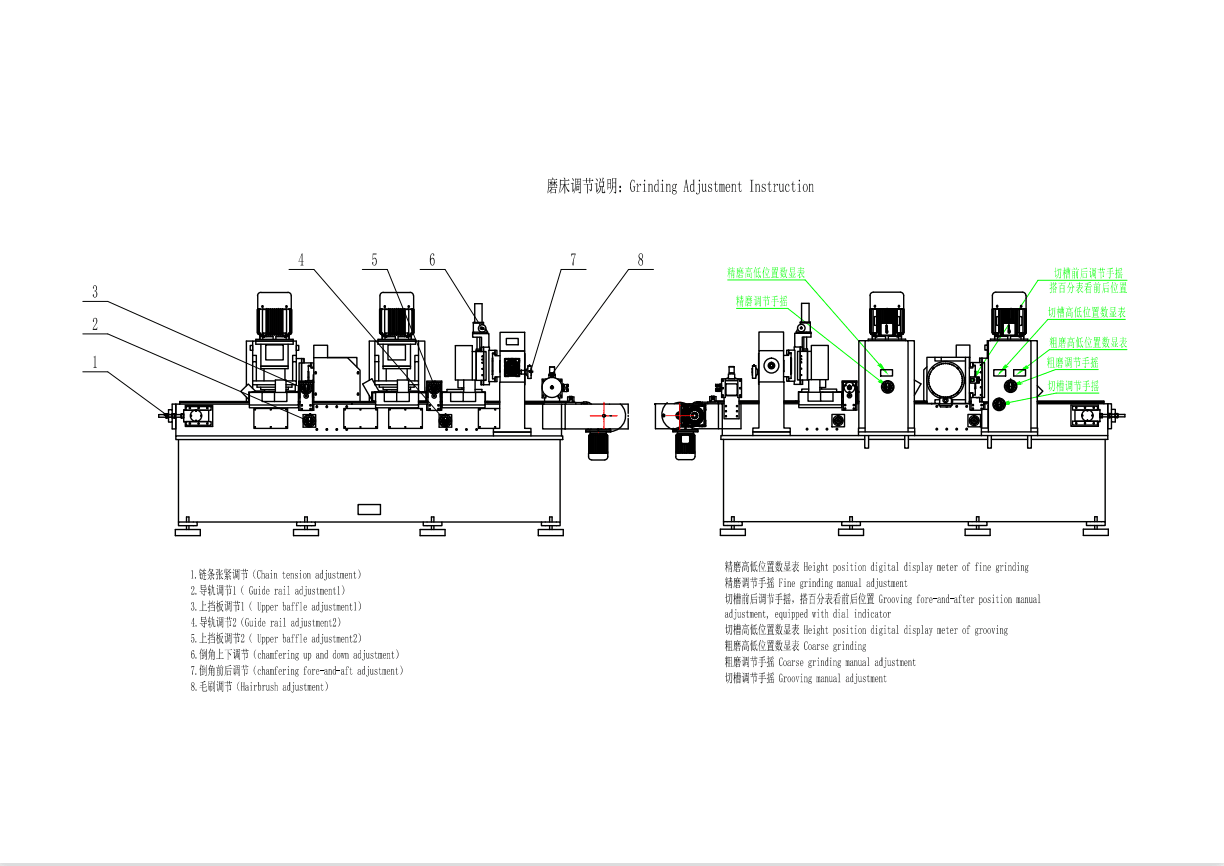
CGM-P600 lineærsliberen er en specialmaskine til overfladebehandling af friktionsmaterialer i bremseklodser til køretøjer. Den er velegnet til slibning, sporfræsning, vinkelaffasning og askebørstning af forskellige typer bremseklodser, hvilket kan sikre overfladeruhed, parallelitet og andre krav til friktionsbelægninger.
Det er en bearbejdningsmaskine, der integrerer grovslibning, sporslibning, finslibning, affasning, askebørstning og vending. Den har høj produktionseffektivitet og stabil kvalitet. Denne maskine er også velegnet til masseproduktion. Den har egenskaber som enkel betjening, nem justering, høj præcision og kontinuerlig fremføring af emner.

Hele maskinen består af base, transportbånd, grovslibningsenhed, rilleenhed, finslibningsenhed, affasningsenhed, askebørsteenhed, vendemekanisme og støvsugerenhed.
Maskinens arbejdsprincip er, at bremseskiven skubbes ind i den permanente magnetiske hvide stålstyreskinne via den transporterende skubbestrimmel og derefter gennemgår grovslibning, sporrillning, finslibning, vinkelaffasning og askebørstning. Til sidst vendes bremseskiven i den automatiske drejemekanisme og går ind i den næste proces.