Kombinuotas PC stabdžių trinkelių šlifavimo staklės
Pagrindiniai operacijos etapai:
a. Sureguliuokite malimo kiekį:
Šlifavimo kiekis reguliuojamas sukant reguliavimo ratą, taip keičiant atstumą tarp šlifavimo paviršiaus ir balto plieno bėgių. Viršutiniai ir apatiniai matmenys reguliuojami lengva liniuote (šviesinės liniuotės tikslumas yra 0,01 mm) ir fiksuojami fiksavimo rankenėle.
b. Darbo eiga (žingsnis po žingsnio)
1. Atidarykite dulkių siurbimą ir pagrindinį jungiklį, tada įjunkite maitinimo mygtuką ir iš eilės įjunkite grubų šlifavimą, griovelių formavimą, smulkų šlifavimą, kampinį nuožulninimą, pelenų valymą šepečiu ir transportavimą.
2. Pakelkite šlifavimo galvutės variklį, griovelių frezavimo variklį ir nuožulninimo variklį iki tam tikro aukščio ir šiek tiek sureguliuokite pagal poreikį.
3. Patikrinkite gaminio dydį ir malimo dydį, apskaičiuokite bendrą malimo dydį.
4. Sumažinkite (sureguliuokite malimo kiekį) stambiojo malimo variklio galią iki 80 % bendro malimo kiekio.
5. Nuleiskite (sureguliuokite griovelių gylį) griovelių gręžimo variklį iki reikiamo dydžio.
6. Sumažinkite (sureguliuokite malimo kiekį) smulkaus malimo variklio galią iki 20 % bendro malimo kiekio.
7. Sumažinkite (sureguliuokite šlifavimo aukštį) ir ištraukite (sureguliuokite šlifavimo plotį) nuožulninimo variklį pagal gaminio dydžio reikalavimus.
8. Dažnio konversijos perdavimą sureguliuokite pagal išvesties reikalavimus.
9. Išjunkite transportavimo, pelenų valymo, kampinio nuožulninimo, smulkaus šlifavimo, griovelių formavimo ir grubaus šlifavimo variklius, tada išjunkite maitinimo jungiklį ir patraukite pagrindinį jungiklį žemyn.

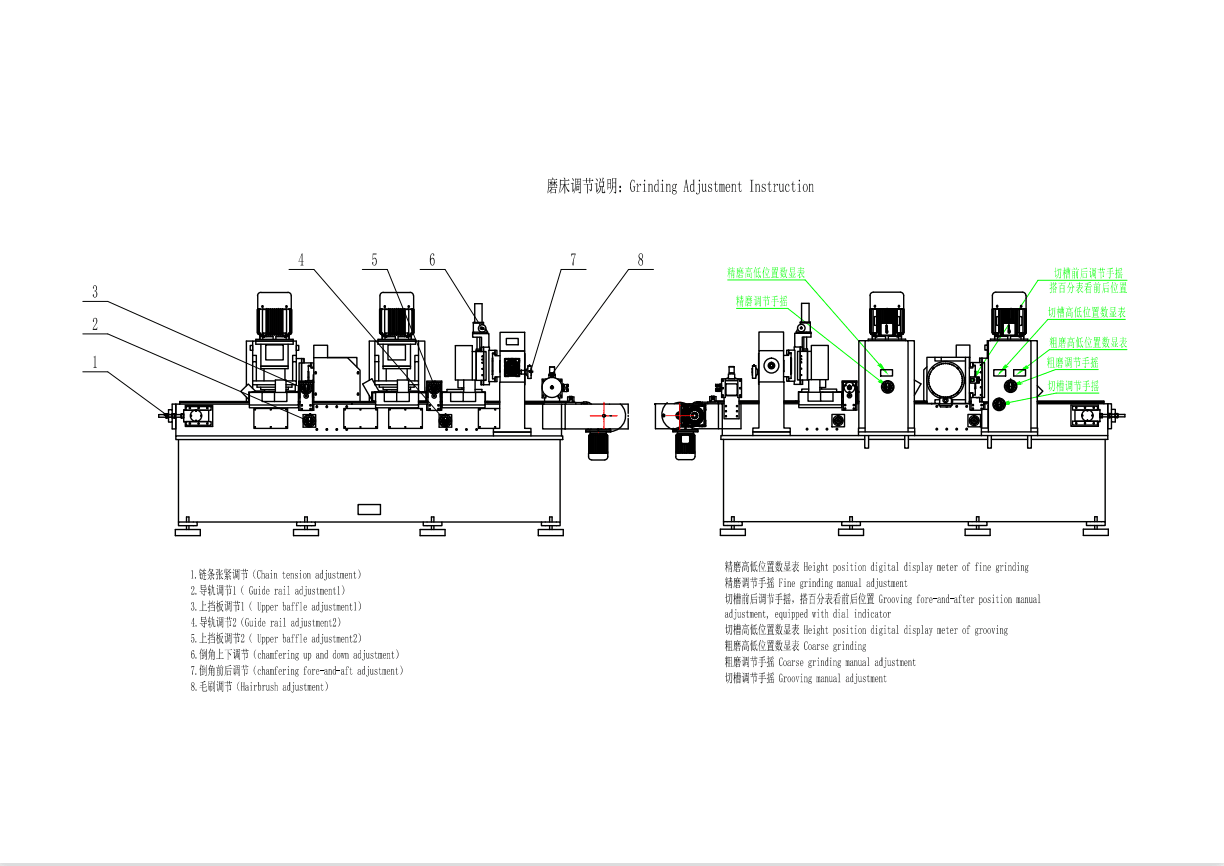
CGM-P600 konvejerio linijinis šlifuoklis yra specialios staklės, skirtos transporto priemonių diskinių stabdžių kaladėlių trinties medžiagų paviršiaus apdirbimui. Jos tinka įvairių tipų diskinių kaladėlių šlifavimui, grioveliams, kampiniam nuožulninimui ir pelenų valymui, siekiant užtikrinti paviršiaus šiurkštumą, lygiagretumą ir kitus trinties kaladėlių reikalavimus.
Tai mechaninio apdirbimo staklės, apimančios grubų šlifavimą, griovelių formavimą, smulkų šlifavimą, nuožulninimą, pelenų valymą ir apvertimą. Jos pasižymi dideliu gamybos efektyvumu ir stabilia kokybe. Ši staklė taip pat tinka masinei gamybai. Ji pasižymi paprastu valdymu, lengvu reguliavimu, dideliu tikslumu ir nepertraukiamu detalių padavimu.

Visą mašiną sudaro pagrindas, konvejeris, grubus šlifavimo mazgas, griovelių mazgas, smulkus šlifavimo mazgas, nuožulninimo mazgas, pelenų šepečio mazgas, apyvartos mechanizmas ir dulkių siurbimo mazgas.
Mašinos veikimo principas yra toks, kad stabdžių diskas transportavimo stūmimo juosta įstumiamas į nuolatinio magneto balto plieno kreipiamąją bėgelį, po to grubiai šlifuojamas, grioveliais formuojamas, smulkiai šlifuojamas, kampuojamas nuožulnomis, uosų šlifuojamas. Galiausiai stabdžių diskas automatiniame tekinimo mechanizme apverčiamas ir pereina į kitą procesą.