ପିସି ବ୍ରେକ୍ ପ୍ୟାଡ୍ ପାଇଁ ମିଳିତ ଗ୍ରାଇଣ୍ଡିଂ ମେସିନ୍
ମୁଖ୍ୟ କାର୍ଯ୍ୟ ପଦକ୍ଷେପଗୁଡ଼ିକ:
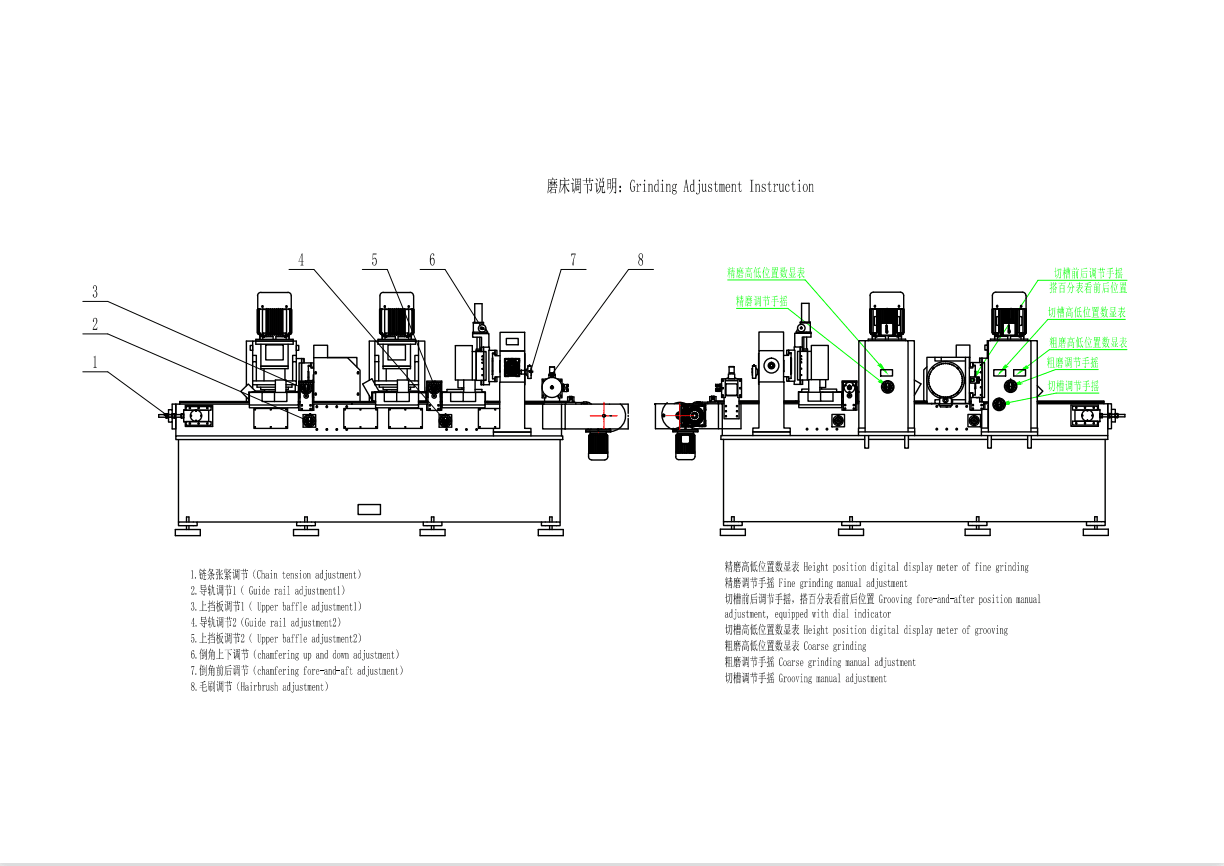
କ. ଗ୍ରାଇଣ୍ଡିଂ ପରିମାଣକୁ ସଜାଡ଼ନ୍ତୁ:
ଗ୍ରାଇଣ୍ଡିଂ ପୃଷ୍ଠ ଏବଂ ଧଳା ଷ୍ଟିଲ୍ ଟ୍ରାକ୍ ମଧ୍ୟରେ ଦୂରତା ପରିବର୍ତ୍ତନ କରିବା ପାଇଁ ଆଡଜଷ୍ଟିଂ ହ୍ୟାଣ୍ଡ ଚକକୁ ଘୂରାଇ ଗ୍ରାଇଣ୍ଡିଂ ପରିମାଣକୁ ଆଡଜଷ୍ଟ କରାଯାଏ। ଉପର ଏବଂ ତଳ ପରିମାପଗୁଡ଼ିକୁ ଏକ ଲାଇଟ୍ ରୁଲର (ଲାଇଟ୍ ରୁଲରର ସଠିକତା 0.01mm) ଦ୍ୱାରା ଆଡଜଷ୍ଟ କରାଯାଏ ଏବଂ ଏକ ଲକିଂ ହ୍ୟାଣ୍ଡେଲ୍ ଦ୍ୱାରା ଲକ୍ କରାଯାଏ।
ଖ. କାର୍ଯ୍ୟପ୍ରବାହ (ପଦକ୍ଷେପ ପରେ ପଦାଙ୍କ)
1. ଧୂଳି ସକ୍ସନ ଏବଂ ମୁଖ୍ୟ ସ୍ୱିଚ୍ ଖୋଲନ୍ତୁ, ତାପରେ ପାୱାର ବଟନ୍ ଚାଲୁ କରନ୍ତୁ, ରଫ୍ ଗ୍ରାଇଣ୍ଡିଂ, ଗ୍ରୁଭିଂ, ଫାଇନ୍ ଗ୍ରାଇଣ୍ଡିଂ, ଆଙ୍ଗଲ୍ ଚାମ୍ଫରିଂ, ପାଉଁଶ ବ୍ରଶ୍ ଏବଂ କ୍ରମାନୁସାରେ ପରିବହନ ଚାଲୁ କରନ୍ତୁ।
୨. ଗ୍ରାଇଣ୍ଡିଂ ହେଡ୍ ମୋଟର, ଗ୍ରୁଭିଂ ମୋଟର ଏବଂ ଚାମ୍ଫରିଂ ମୋଟରକୁ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ଉଚ୍ଚତାକୁ ଉଠାନ୍ତୁ ଏବଂ ଆପଣଙ୍କ ଆବଶ୍ୟକତା ଅନୁସାରେ ଟିକିଏ ଆଡଜଷ୍ଟ କରନ୍ତୁ।
3. ଉତ୍ପାଦ ଆକାର ଏବଂ ଗ୍ରାଇଣ୍ଡିଂ ଆକାର ଯାଞ୍ଚ କରନ୍ତୁ, ମୋଟ ଗ୍ରାଇଣ୍ଡିଂ ଆକାର ଗଣନା କରନ୍ତୁ।
୪. ମୋଟ ଗ୍ରାଇଣ୍ଡିଂ ମୋଟରକୁ ମୋଟ ଗ୍ରାଇଣ୍ଡିଂ ପରିମାଣର ୮୦% ପର୍ଯ୍ୟନ୍ତ ହ୍ରାସ କରନ୍ତୁ (ଗ୍ରାଇଣ୍ଡିଂ ପରିମାଣକୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ)।
5. ଆକାର ଆବଶ୍ୟକତା ଅନୁଯାୟୀ ଗ୍ରୁଭ୍ ମୋଟରକୁ ତଳକୁ (ଗ୍ରୁଭ୍ ଗଭୀରତାକୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ)।
୬. ଫାଇନ୍ ଗ୍ରାଇଣ୍ଡିଂ ମୋଟରକୁ ମୋଟ ଗ୍ରାଇଣ୍ଡିଂ ପରିମାଣର ୨୦% ପର୍ଯ୍ୟନ୍ତ ହ୍ରାସ କରନ୍ତୁ (ଗ୍ରାଇଣ୍ଡିଂ ପରିମାଣକୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ)।
୭. ଉତ୍ପାଦ ଆକାରର ଆବଶ୍ୟକତା ଅନୁଯାୟୀ ଚାମ୍ଫରିଂ ମୋଟରକୁ ଭିତରକୁ ଏବଂ ବାହାରକୁ (ଗ୍ରାଇଣ୍ଡିଂ ପ୍ରସ୍ଥକୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ) ହ୍ରାସ କରନ୍ତୁ (ଗ୍ରାଇଣ୍ଡିଂ ଉଚ୍ଚତାକୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ)।
8. ଆଉଟପୁଟ୍ ଆବଶ୍ୟକତା ଅନୁସାରେ ଫ୍ରିକ୍ୱେନ୍ସି କନଭର୍ସନ ଟ୍ରାନ୍ସମିସନ୍ ଆଡଜଷ୍ଟ କରନ୍ତୁ।
୯. କନଭେଇଂ, ପାଉଁଶ ବ୍ରଶିଂ, ଆଙ୍ଗଲ୍ ଚାମ୍ଫରିଂ, ଫାଇନ୍ ଗ୍ରାଇଣ୍ଡିଂ, ଗ୍ରୁଭିଂ, ରଫ୍ ଗ୍ରାଇଣ୍ଡିଂ ମୋଟର ବନ୍ଦ କରନ୍ତୁ ଏବଂ ତା’ପରେ ପାୱାର ସ୍ୱିଚ୍ ବନ୍ଦ କରନ୍ତୁ, ମୁଖ୍ୟ ସ୍ୱିଚ୍ ତଳକୁ ଟାଣନ୍ତୁ।

CGM-P600 କନଭେଇଂ ଲିନିୟର ଗ୍ରାଇଣ୍ଡର ହେଉଛି ଯାନବାହାନ ଡିସ୍କ ବ୍ରେକ୍ ପ୍ୟାଡର ଘର୍ଷଣ ସାମଗ୍ରୀର ପୃଷ୍ଠ ପ୍ରକ୍ରିୟାକରଣ ପାଇଁ ଏକ ସ୍ୱତନ୍ତ୍ର ମେସିନ୍ ଟୁଲ୍। ଏହା ବିଭିନ୍ନ ପ୍ରକାରର ଡିସ୍କ ପ୍ୟାଡର ଗ୍ରାଇଣ୍ଡିଂ, ଗ୍ରୁଭିଂ, ଆଙ୍ଗଲ୍ ଚାମ୍ଫରିଂ ଏବଂ ପାଉଁଶ ବ୍ରଶ୍ କରିବା ପାଇଁ ଉପଯୁକ୍ତ, ଯାହା ପୃଷ୍ଠର ରୁକ୍ଷତା, ସମାନ୍ତରାଳତା ଏବଂ ଘର୍ଷଣ ପ୍ୟାଡର ଅନ୍ୟାନ୍ୟ ଆବଶ୍ୟକତାକୁ ସୁନିଶ୍ଚିତ କରିପାରିବ।
ଏହା ଏକ ମେସିନିଂ ମେସିନ୍ ଟୁଲ୍ ଯାହା ରଫ୍ ଗ୍ରାଇଣ୍ଡିଂ, ଗ୍ରୁଭିଂ, ଫାଇନ୍ ଗ୍ରାଇଣ୍ଡିଂ, ଚାମ୍ଫରିଂ, ଆସ୍ ବ୍ରଶ୍ିଂ ଏବଂ ଟର୍ଣ୍ଣଓଭରକୁ ଏକୀକୃତ କରିଥାଏ। ଏହାର ଉଚ୍ଚ ଉତ୍ପାଦନ ଦକ୍ଷତା ଏବଂ ସ୍ଥିର ଗୁଣବତ୍ତା ଅଛି। ଏହି ମେସିନ୍ ବହୁଳ ଉତ୍ପାଦନର ଆବଶ୍ୟକତା ପାଇଁ ମଧ୍ୟ ଉପଯୁକ୍ତ। ଏଥିରେ ସରଳ କାର୍ଯ୍ୟ, ସହଜ ସମାୟୋଜନ, ଉଚ୍ଚ ସଠିକତା ଏବଂ ନିରନ୍ତର ଫିଡ୍ ଖଣ୍ଡର ବୈଶିଷ୍ଟ୍ୟ ରହିଛି।

ସମ୍ପୂର୍ଣ୍ଣ ମେସିନଟି ବେସ୍, କନଭେୟର, ରଫ୍ ଗ୍ରାଇଣ୍ଡିଂ ଆସେମ୍ବଲି, ଗ୍ରୁଭିଂ ଆସେମ୍ବଲି, ଫାଇନ୍ ଗ୍ରାଇଣ୍ଡିଂ ଆସେମ୍ବଲି, ଚାମ୍ଫରିଂ ଆସେମ୍ବଲି, ଆଶ୍ ବ୍ରଶିଂ ଆସେମ୍ବଲି, ଟର୍ଣ୍ଣଓଭର ମେକାନିଜିମ୍ ଏବଂ ଡଷ୍ଟ ସକ୍ସନ୍ ଆସେମ୍ବଲିକୁ ନେଇ ଗଠିତ।
ଏହି ମେସିନର କାର୍ଯ୍ୟ ନୀତି ହେଉଛି ଯେ ବ୍ରେକ୍ ଡିସ୍କକୁ କନଭେଇଂ ପୁସ୍ ଷ୍ଟ୍ରିପ୍ ଦ୍ୱାରା ସ୍ଥାୟୀ ଚୁମ୍ବକ ଧଳା ଷ୍ଟିଲ୍ ଗାଇଡ୍ ରେଳ ଭିତରକୁ ଠେଲି ଦିଆଯାଏ, ଏବଂ ତା’ପରେ ରଫ୍ ଗ୍ରାଇଣ୍ଡିଂ, ଗ୍ରୁଭିଂ, ଫାଇନ୍ ଗ୍ରାଇଣ୍ଡିଂ, ଆଙ୍ଗଲ୍ ଚାମ୍ଫରିଂ, ଆଶ୍ ବ୍ରଶ୍ ମାଧ୍ୟମରେ ଠେଲି ଦିଆଯାଏ। ଶେଷରେ ସ୍ୱୟଂଚାଳିତ ଟର୍ନିଂ ମେକାନିଜିମ୍ରେ ବ୍ରେକ୍ ଡିସ୍କକୁ ଓଲଟାଇ ଦିଆଯାଏ ଏବଂ ପରବର୍ତ୍ତୀ ପ୍ରକ୍ରିୟାରେ ପ୍ରବେଶ କରାଯାଏ।