ਪੀਸੀ ਬ੍ਰੇਕ ਪੈਡ ਲਈ ਸੰਯੁਕਤ ਪੀਹਣ ਵਾਲੀ ਮਸ਼ੀਨ
ਮੁੱਖ ਓਪਰੇਸ਼ਨ ਕਦਮ:
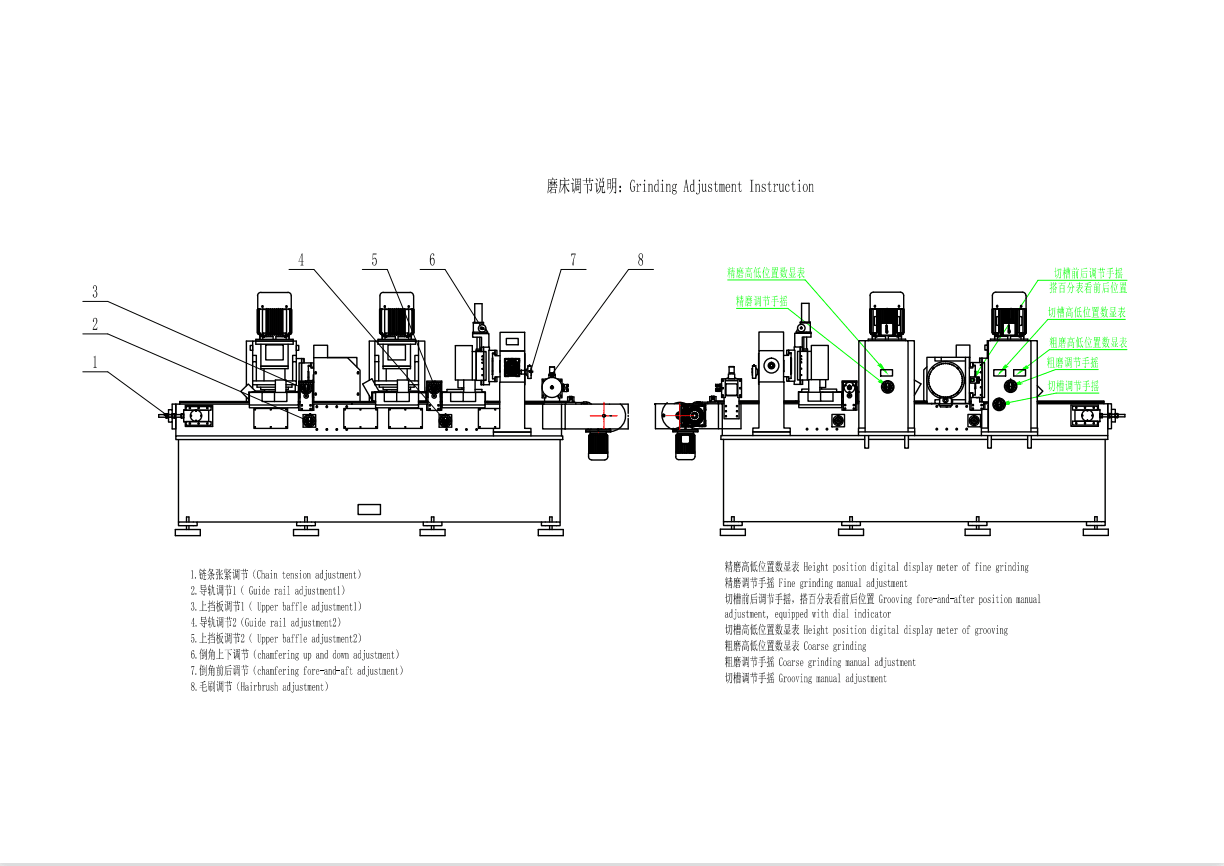
a. ਪੀਸਣ ਦੀ ਮਾਤਰਾ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ:
ਪੀਸਣ ਵਾਲੀ ਸਤ੍ਹਾ ਅਤੇ ਚਿੱਟੇ ਸਟੀਲ ਟ੍ਰੈਕ ਵਿਚਕਾਰ ਦੂਰੀ ਨੂੰ ਬਦਲਣ ਲਈ ਐਡਜਸਟਿੰਗ ਹੈਂਡ ਵ੍ਹੀਲ ਨੂੰ ਮੋੜ ਕੇ ਪੀਸਣ ਦੀ ਮਾਤਰਾ ਨੂੰ ਐਡਜਸਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਮਾਪ ਇੱਕ ਲਾਈਟ ਰੂਲਰ (ਲਾਈਟ ਰੂਲਰ ਦੀ ਸ਼ੁੱਧਤਾ 0.01mm ਹੈ) ਦੁਆਰਾ ਐਡਜਸਟ ਕੀਤੇ ਜਾਂਦੇ ਹਨ ਅਤੇ ਇੱਕ ਲਾਕਿੰਗ ਹੈਂਡਲ ਦੁਆਰਾ ਲਾਕ ਕੀਤੇ ਜਾਂਦੇ ਹਨ।
ਅ. ਵਰਕਫਲੋ (ਕਦਮ ਦਰ ਕਦਮ)
1. ਧੂੜ ਚੂਸਣ ਅਤੇ ਮੁੱਖ ਸਵਿੱਚ ਖੋਲ੍ਹੋ, ਫਿਰ ਪਾਵਰ ਬਟਨ ਚਾਲੂ ਕਰੋ, ਰਫ ਗ੍ਰਾਈਂਡਿੰਗ, ਗਰੂਵਿੰਗ, ਫਾਈਨ ਗ੍ਰਾਈਂਡਿੰਗ, ਐਂਗਲ ਚੈਂਫਰਿੰਗ, ਐਸ਼ ਬੁਰਸ਼ਿੰਗ ਅਤੇ ਕ੍ਰਮ ਵਿੱਚ ਸੰਚਾਰ ਚਾਲੂ ਕਰੋ।
2. ਗ੍ਰਾਈਂਡਿੰਗ ਹੈੱਡ ਮੋਟਰ, ਗਰੂਵਿੰਗ ਮੋਟਰ ਅਤੇ ਚੈਂਫਰਿੰਗ ਮੋਟਰ ਨੂੰ ਇੱਕ ਖਾਸ ਉਚਾਈ ਤੱਕ ਚੁੱਕੋ ਅਤੇ ਆਪਣੀ ਜ਼ਰੂਰਤ ਅਨੁਸਾਰ ਥੋੜ੍ਹਾ ਜਿਹਾ ਐਡਜਸਟ ਕਰੋ।
3. ਉਤਪਾਦ ਦੇ ਆਕਾਰ ਅਤੇ ਪੀਸਣ ਦੇ ਆਕਾਰ ਦੀ ਜਾਂਚ ਕਰੋ, ਕੁੱਲ ਪੀਸਣ ਦੇ ਆਕਾਰ ਦੀ ਗਣਨਾ ਕਰੋ।
4. ਮੋਟੇ ਪੀਸਣ ਵਾਲੀ ਮੋਟਰ ਨੂੰ ਕੁੱਲ ਪੀਸਣ ਵਾਲੀ ਮਾਤਰਾ ਦੇ 80% ਤੱਕ ਘਟਾਓ (ਪੀਸਣ ਦੀ ਮਾਤਰਾ ਨੂੰ ਐਡਜਸਟ ਕਰੋ)।
5. ਆਕਾਰ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਅਨੁਸਾਰ ਗਰੂਵ ਮੋਟਰ ਨੂੰ ਘਟਾਓ (ਗਰੂਵ ਡੂੰਘਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰੋ)।
6. ਬਰੀਕ ਪੀਸਣ ਵਾਲੀ ਮੋਟਰ ਨੂੰ ਕੁੱਲ ਪੀਸਣ ਵਾਲੀ ਮਾਤਰਾ ਦੇ 20% ਤੱਕ ਘਟਾਓ (ਪੀਸਣ ਦੀ ਮਾਤਰਾ ਨੂੰ ਐਡਜਸਟ ਕਰੋ)।
7. ਉਤਪਾਦ ਦੇ ਆਕਾਰ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਅਨੁਸਾਰ ਚੈਂਫਰਿੰਗ ਮੋਟਰ ਨੂੰ ਅੰਦਰ ਅਤੇ ਬਾਹਰ ਘਟਾਓ (ਪੀਸਣ ਦੀ ਉਚਾਈ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ) (ਪੀਸਣ ਦੀ ਚੌੜਾਈ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ)।
8. ਆਉਟਪੁੱਟ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਬਾਰੰਬਾਰਤਾ ਪਰਿਵਰਤਨ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ।
9. ਕਨਵੇਇੰਗ, ਐਸ਼ ਬੁਰਸ਼ਿੰਗ, ਐਂਗਲ ਚੈਂਫਰਿੰਗ, ਫਾਈਨ ਗ੍ਰਾਈਂਡਿੰਗ, ਗਰੂਵਿੰਗ, ਰਫ ਗ੍ਰਾਈਂਡਿੰਗ ਮੋਟਰ ਬੰਦ ਕਰੋ ਅਤੇ ਫਿਰ ਪਾਵਰ ਸਵਿੱਚ ਬੰਦ ਕਰੋ, ਮੁੱਖ ਸਵਿੱਚ ਨੂੰ ਹੇਠਾਂ ਖਿੱਚੋ।

CGM-P600 ਕਨਵੇਇੰਗ ਲੀਨੀਅਰ ਗ੍ਰਾਈਂਡਰ ਵਾਹਨ ਡਿਸਕ ਬ੍ਰੇਕ ਪੈਡਾਂ ਦੀ ਰਗੜ ਸਮੱਗਰੀ ਦੀ ਸਤ੍ਹਾ ਦੀ ਪ੍ਰਕਿਰਿਆ ਲਈ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਮਸ਼ੀਨ ਟੂਲ ਹੈ। ਇਹ ਵੱਖ-ਵੱਖ ਕਿਸਮਾਂ ਦੇ ਡਿਸਕ ਪੈਡਾਂ ਨੂੰ ਪੀਸਣ, ਗਰੂਵਿੰਗ, ਐਂਗਲ ਚੈਂਫਰਿੰਗ ਅਤੇ ਐਸ਼ ਬੁਰਸ਼ ਕਰਨ ਲਈ ਢੁਕਵਾਂ ਹੈ, ਜੋ ਰਗੜ ਪੈਡਾਂ ਦੀ ਸਤ੍ਹਾ ਦੀ ਖੁਰਦਰੀ, ਸਮਾਨਤਾ ਅਤੇ ਹੋਰ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਯਕੀਨੀ ਬਣਾ ਸਕਦਾ ਹੈ।
ਇਹ ਇੱਕ ਮਸ਼ੀਨਿੰਗ ਮਸ਼ੀਨ ਟੂਲ ਹੈ ਜੋ ਰਫ ਗ੍ਰਾਈਂਡਿੰਗ, ਗਰੂਵਿੰਗ, ਫਾਈਨ ਗ੍ਰਾਈਂਡਿੰਗ, ਚੈਂਫਰਿੰਗ, ਐਸ਼ ਬ੍ਰਸ਼ਿੰਗ ਅਤੇ ਟਰਨਓਵਰ ਨੂੰ ਏਕੀਕ੍ਰਿਤ ਕਰਦਾ ਹੈ। ਇਸ ਵਿੱਚ ਉੱਚ ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ ਅਤੇ ਸਥਿਰ ਗੁਣਵੱਤਾ ਹੈ। ਇਹ ਮਸ਼ੀਨ ਵੱਡੇ ਪੱਧਰ 'ਤੇ ਉਤਪਾਦਨ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਲਈ ਵੀ ਢੁਕਵੀਂ ਹੈ। ਇਸ ਵਿੱਚ ਸਧਾਰਨ ਸੰਚਾਲਨ, ਆਸਾਨ ਸਮਾਯੋਜਨ, ਉੱਚ ਸ਼ੁੱਧਤਾ ਅਤੇ ਨਿਰੰਤਰ ਫੀਡ ਟੁਕੜਿਆਂ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹਨ।

ਪੂਰੀ ਮਸ਼ੀਨ ਬੇਸ, ਕਨਵੇਅਰ, ਰਫ ਗ੍ਰਾਈਂਡਿੰਗ ਅਸੈਂਬਲੀ, ਗਰੂਵਿੰਗ ਅਸੈਂਬਲੀ, ਫਾਈਨ ਗ੍ਰਾਈਂਡਿੰਗ ਅਸੈਂਬਲੀ, ਚੈਂਫਰਿੰਗ ਅਸੈਂਬਲੀ, ਐਸ਼ ਬ੍ਰਸ਼ਿੰਗ ਅਸੈਂਬਲੀ, ਟਰਨਓਵਰ ਮਕੈਨਿਜ਼ਮ ਅਤੇ ਡਸਟ ਸੈਕਸ਼ਨ ਅਸੈਂਬਲੀ ਤੋਂ ਬਣੀ ਹੈ।
ਮਸ਼ੀਨ ਦਾ ਕੰਮ ਕਰਨ ਦਾ ਸਿਧਾਂਤ ਇਹ ਹੈ ਕਿ ਬ੍ਰੇਕ ਡਿਸਕ ਨੂੰ ਕਨਵੇਇੰਗ ਪੁਸ਼ ਸਟ੍ਰਿਪ ਦੁਆਰਾ ਸਥਾਈ ਚੁੰਬਕ ਚਿੱਟੇ ਸਟੀਲ ਗਾਈਡ ਰੇਲ ਵਿੱਚ ਧੱਕਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਰਫ ਗ੍ਰਾਈਂਡਿੰਗ, ਗਰੂਵਿੰਗ, ਫਾਈਨ ਗ੍ਰਾਈਂਡਿੰਗ, ਐਂਗਲ ਚੈਂਫਰਿੰਗ, ਐਸ਼ ਬੁਰਸ਼ਿੰਗ ਦੁਆਰਾ। ਅੰਤ ਵਿੱਚ ਬ੍ਰੇਕ ਡਿਸਕ ਨੂੰ ਆਟੋਮੈਟਿਕ ਟਰਨਿੰਗ ਮਕੈਨਿਜ਼ਮ ਵਿੱਚ ਉਲਟਾ ਦਿੱਤਾ ਜਾਵੇਗਾ, ਅਤੇ ਅਗਲੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਦਾਖਲ ਹੋ ਜਾਵੇਗਾ।