




Станок для обжига тормозных колодок
1. Применение:
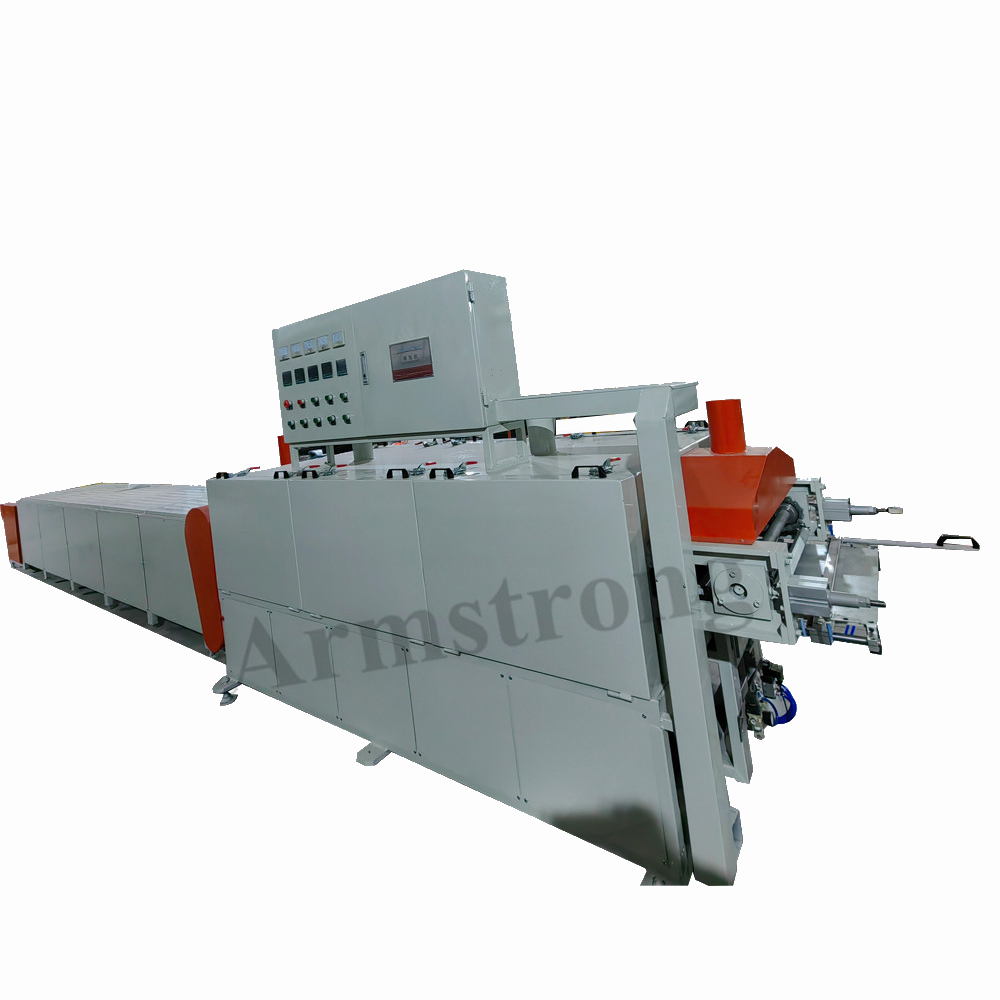
Станок для обжига — это специальное оборудование для поверхностного обжига фрикционных материалов тормозных колодок автомобильных дисков. Он подходит для обжига и карбонизации различных типов материалов тормозных колодок.
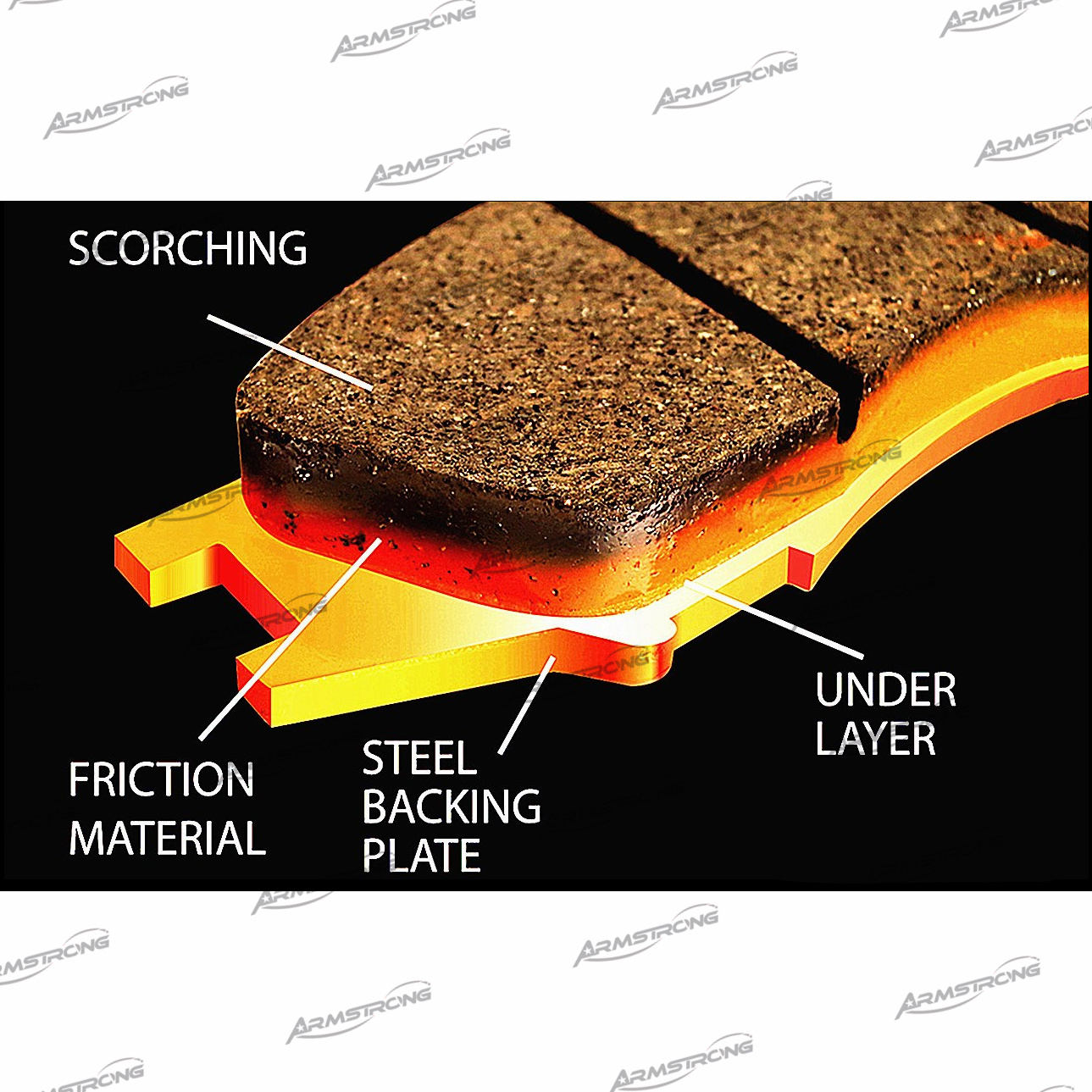
Оборудование контактирует с поверхностью материала тормозной колодки, нагреваясь до высокой температуры, что приводит к абляции и карбонизации поверхности материала тормозной колодки. Оборудование отличается высокой производительностью, стабильным качеством обжига, хорошей однородностью, простотой в эксплуатации, легкостью регулировки, возможностью непрерывной сборки верхних и нижних колодок, и подходит для массового производства.
Он состоит из печи для обжига, конвейерного устройства и охладителя. При этом, на выбор заказчика доступны два режима работы: одномашинный и механический.
2. Принцип работы
Тормозная колодка с дисковым тормозом вдавливается в корпус печи с помощью конвейерной ленты и соприкасается с высокотемпературной нагревательной плитой. По прошествии определенного времени (время нагрева определяется степенью нагрева) она выталкивается из зоны нагрева и попадает в зону охлаждения для охлаждения продукта. Затем она переходит к следующему этапу процесса.






