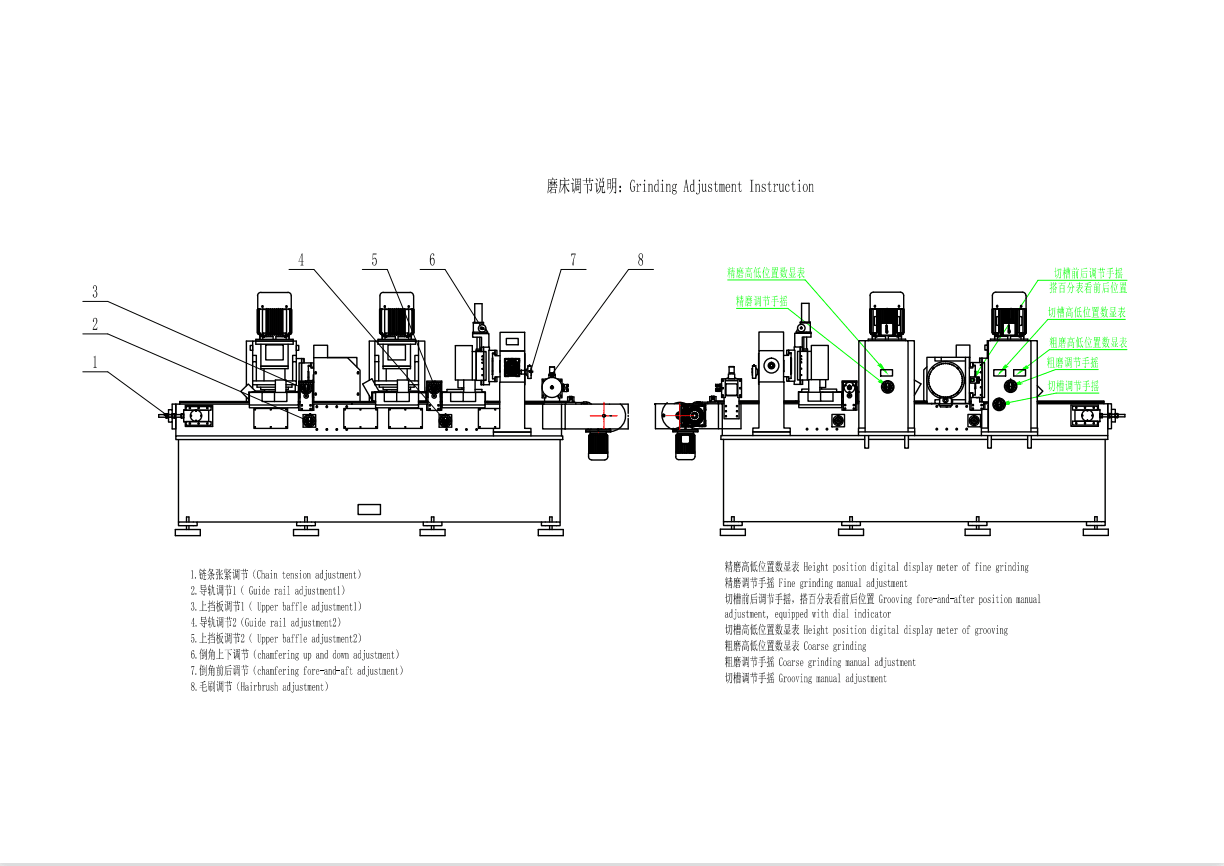
Kombinirani brusilni stroj za PC zavorne ploščice
Glavni koraki delovanja:
a. Prilagodite količino mletja:
Količina mletja se nastavlja z vrtenjem nastavitvenega ročnega kolesa, s katerim se spreminja razdalja med brusno površino in belo jekleno tirnico. Zgornja in spodnja dimenzija se nastavljata z ravnilom (natančnost ravnila je 0,01 mm) in se zakleneta z zaklepnim ročajem.
b. Potek dela (korak za korakom)
1. Odprite odsesavanje prahu in glavno stikalo, nato vklopite gumb za vklop, zaporedoma vklopite grobo brušenje, žlebljenje, fino brušenje, kotno posnemanje, ščetkanje pepela in transport.
2. Dvignite motor brusilne glave, motor za žlebljenje in motor za poševno rezanje na določeno višino in jih rahlo prilagodite glede na vaše potrebe.
3. Preverite velikost izdelka in velikost mletja ter izračunajte skupno velikost mletja.
4. Zmanjšajte (prilagodite količino mletja) motorja za grobo mletje na 80 % celotne količine mletja.
5. Spustite (prilagodite globino utora) motor utora na zahtevano velikost.
6. Zmanjšajte (prilagodite količino mletja) motorja za fino mletje na 20 % celotne količine mletja.
7. Zmanjšajte (prilagodite višino brušenja) in izvlecite (prilagodite širino brušenja) motor za posnemanje robov glede na zahteve glede velikosti izdelka.
8. Prilagodite prenos frekvenčne pretvorbe glede na izhodne zahteve.
9. Izklopite motor za transport, ščetkanje pepela, posnemanje kotov, fino brušenje, utorno rezanje in grobo brušenje ter nato izklopite stikalo za vklop in pritisnite glavno stikalo navzdol.

Linearni brusilnik CGM-P600 je poseben stroj za obdelavo površin tornih materialov zavornih ploščic za avtomobile. Primeren je za brušenje, žlebljenje, kotno posnemanje in ščetkanje različnih vrst zavornih ploščic, kar zagotavlja hrapavost površine, vzporednost in druge zahteve za zavorne ploščice.
Gre za obdelovalni stroj, ki združuje grobo brušenje, žlebljenje, fino brušenje, posnemanje robov, ščetkanje pepela in obračanje. Ima visoko proizvodno učinkovitost in stabilno kakovost. Ta stroj je primeren tudi za potrebe množične proizvodnje. Ima značilnosti preprostega upravljanja, enostavnega nastavljanja, visoke natančnosti in neprekinjenega podajanja obdelovancev.

Celoten stroj je sestavljen iz podnožja, transporterja, sklopa za grobo brušenje, sklopa za žlebljenje, sklopa za fino brušenje, sklopa za posnemanje robov, sklopa za ščetkanje pepela, obračalnega mehanizma in sklopa za odsesavanje prahu.
Načelo delovanja stroja je, da se zavorni disk s pomočjo transportnega traku potisne v vodilno tirnico iz belega jekla s trajnim magnetom, nato pa se izvede grobo brušenje, utorno rezanje, fino brušenje, posnemanje kotov in ščetkanje pepela. Na koncu se zavorni disk v avtomatskem obračalnem mehanizmu obrne in vstopi v naslednji postopek.