Kombinerad slipmaskin för PC-bromsbelägg
Huvudsakliga operationssteg:
a. Justera malningsmängden:
Malningsmängden justeras genom att vrida på justeringsratten för att ändra avståndet mellan slipytan och den vita stålskenan. De övre och nedre måtten justeras med en ljuslinjal (ljuslinjalens precision är 0,01 mm) och låses med ett låshandtag.
b. Arbetsflöde (steg för steg)
1. Öppna dammutsugningen och huvudströmbrytaren, slå sedan på strömbrytaren, slå på grovslipning, spårfräsning, finslipning, vinkelfasning, askborstning och transport i tur och ordning.
2. Lyft sliphuvudets motor, spårmotorn och fasmotorn till en viss höjd och justera något efter behov.
3. Kontrollera produktstorleken och malningsstorleken, beräkna den totala malningsstorleken.
4. Minska (justera malningsmängden) grovmalningsmotorn till 80 % av den totala malningsmängden.
5. Sänk (justera spårdjupet) spårmotorn till önskad storlek.
6. Minska (justera malningsmängden) finmalningsmotorn till 20 % av den totala malningsmängden.
7. Minska (justera sliphöjden) in och ut (justera slipbredden) avfasningsmotorn till produktstorlekskraven.
8. Justera frekvensomvandlingsöverföringen enligt utdatakraven.
9. Stäng av transportbandet, askborstningen, vinkelfasningen, finslipningen, spårfräsningen, grovslipningsmotorn och stäng sedan av strömbrytaren och dra ner huvudströmbrytaren.

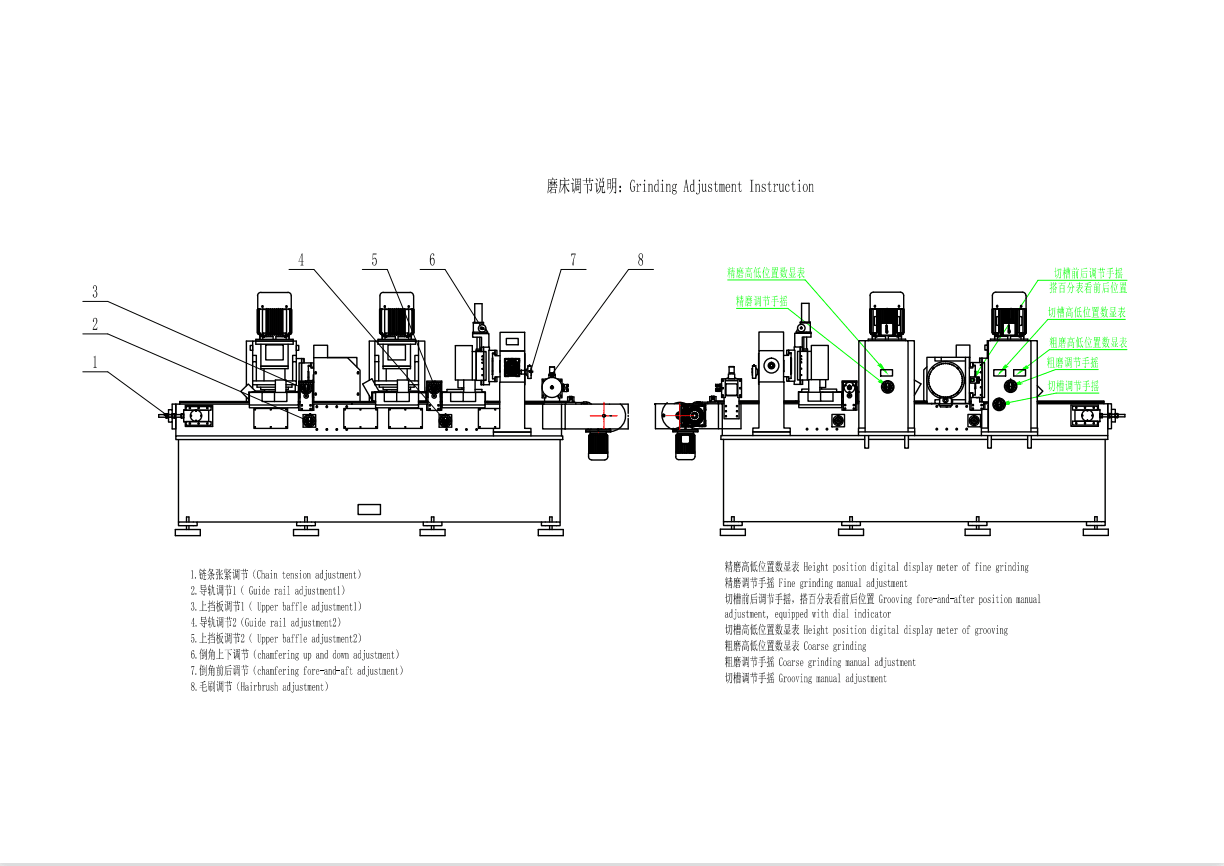
CGM-P600 linjärslipmaskin är en specialmaskin för ytbehandling av friktionsmaterial i fordonsskivbromsbelägg. Den är lämplig för slipning, spårfräsning, vinkelfasning och askborstning av olika typer av skivbromsbelägg, vilket kan säkerställa ytjämnhet, parallellitet och andra krav för friktionsbelägg.
Det är en bearbetningsmaskin som integrerar grovslipning, spårslipning, finslipning, fasning, askborstning och vändning. Den har hög produktionseffektivitet och stabil kvalitet. Maskinen är också lämplig för massproduktion. Den har egenskaper som enkel användning, enkel justering, hög precision och kontinuerlig matning av bitar.

Hela maskinen består av bas, transportband, grovslipningsenhet, spårslipningsenhet, finslipningsenhet, avfasningsenhet, askborstningsenhet, vändmekanism och dammsugningsenhet.
Maskinens arbetsprincip är att bromsskivan trycks in i den permanentmagnetiska vita stålskenan med hjälp av den transporterande tryckremsan, och sedan genomgår grovslipning, spårslipning, finslipning, vinkelfasning och askborstning. Slutligen vrids bromsskivan i den automatiska vridmekanismen och går in i nästa process.