دستگاه سنگ زنی ترکیبی برای لنت ترمز کامپیوتر
مراحل اصلی عملیات:
الف) مقدار آسیاب را تنظیم کنید:
میزان سنگزنی با چرخاندن چرخ دستی تنظیم، برای تغییر فاصله بین سطح سنگزنی و مسیر فولادی سفید، تنظیم میشود. ابعاد بالا و پایین توسط یک خطکش سبک تنظیم میشوند (دقت خطکش سبک 0.01 میلیمتر است) و توسط یک دسته قفلشونده قفل میشوند.
ب. گردش کار (گام به گام)
۱. مکش گرد و غبار و کلید اصلی را باز کنید، سپس دکمه پاور را روشن کنید، مراحل سنگ زنی خشن، شیارزنی، سنگ زنی ریز، پخ زنی زاویه دار، برس زنی خاکستر و انتقال را به ترتیب روشن کنید.
۲. موتور سر سنگزنی، موتور شیارزن و موتور پخزن را تا ارتفاع مشخصی بلند کنید و بسته به نیاز خود کمی تنظیم کنید.
۳. اندازه محصول و اندازه آسیاب را بررسی کنید، اندازه کل آسیاب را محاسبه کنید.
۴. موتور آسیاب درشت را تا ۸۰٪ از کل مقدار آسیاب کاهش دهید (میزان آسیاب را تنظیم کنید).
۵. موتور شیارزن را تا اندازه مورد نیاز پایین بیاورید (عمق شیار را تنظیم کنید).
۶. موتور آسیاب ریز را تا ۲۰٪ از کل مقدار آسیاب کاهش دهید (میزان آسیاب را تنظیم کنید).
۷. موتور پخزنی را به اندازه مورد نیاز محصول، به داخل و خارج (ارتفاع سنگزنی را تنظیم کنید) کاهش دهید (عرض سنگزنی را تنظیم کنید).
۸. انتقال تبدیل فرکانس را مطابق با الزامات خروجی تنظیم کنید.
۹. موتور انتقال، برسزنی خاکستر، پخزنی زاویهای، سنگزنی ریز، شیارزنی، سنگزنی خشن را خاموش کنید و سپس کلید برق را خاموش کنید، کلید اصلی را پایین بکشید.

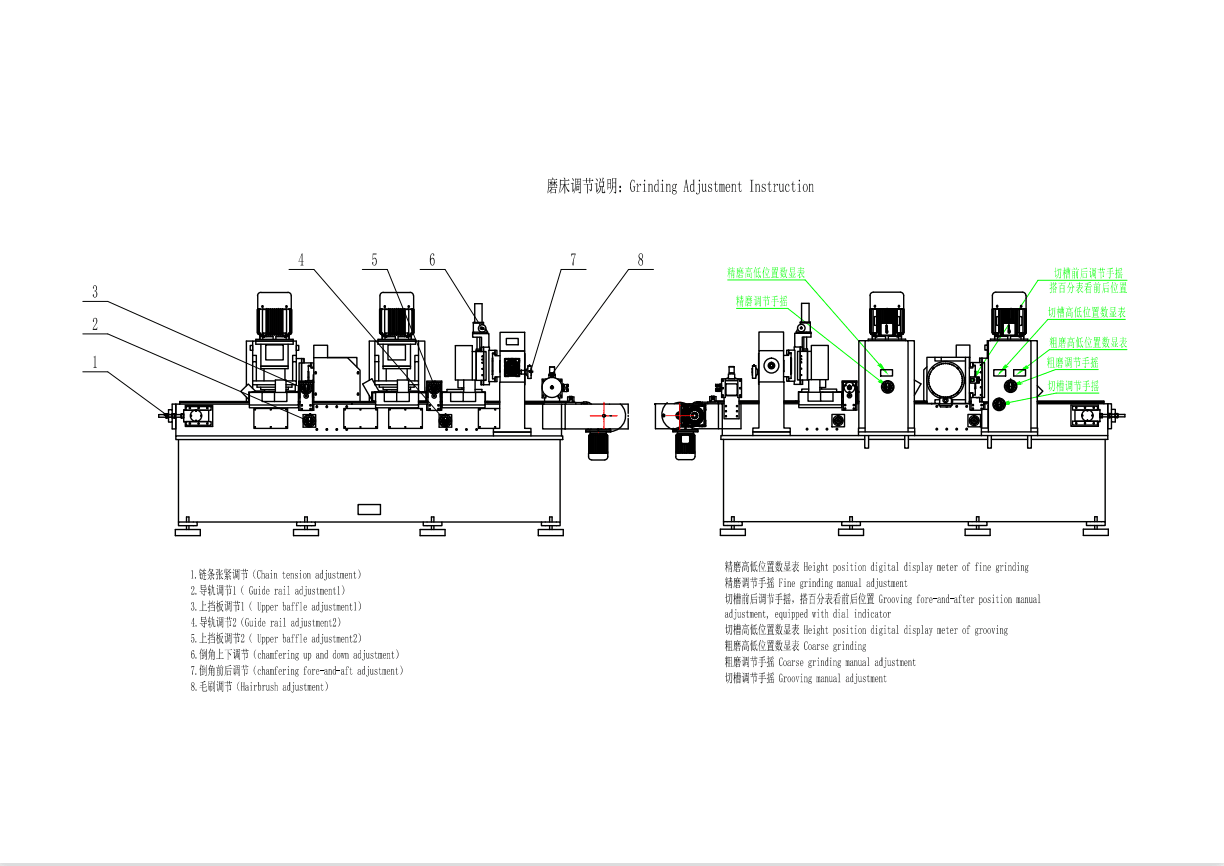
دستگاه سنگ زنی خطی انتقالی CGM-P600 یک ابزار ماشینی ویژه برای پردازش سطح مواد اصطکاکی لنت ترمز دیسکی خودرو است. این دستگاه برای سنگ زنی، شیار زنی، پخ زنی زاویه دار و برس زنی انواع مختلف لنت دیسکی مناسب است که می تواند زبری سطح، موازی بودن و سایر الزامات لنت های اصطکاکی را تضمین کند.
این یک ماشین ابزار ماشینکاری است که سنگ زنی خشن، شیارزنی، سنگ زنی ریز، پخ زنی، برس زنی خاکستر و چرخش را با هم ادغام میکند. این دستگاه دارای راندمان تولید بالا و کیفیت پایدار است. این دستگاه همچنین برای نیازهای تولید انبوه مناسب است. این دستگاه دارای ویژگیهای عملکرد ساده، تنظیم آسان، دقت بالا و تغذیه مداوم قطعات است.

کل دستگاه از پایه، نوار نقاله، مجموعه سنگ زنی خشن، مجموعه شیارزن، مجموعه سنگ زنی ریز، مجموعه پخ زن، مجموعه برس زنی خاکستر، مکانیزم گردش و مجموعه مکش گرد و غبار تشکیل شده است.
اصول کار دستگاه به این صورت است که دیسک ترمز توسط نوار فشاری انتقال دهنده به داخل ریل راهنمای فولادی سفید آهنربای دائم فشار داده میشود و سپس از طریق سنگ زنی خشن، شیارزنی، سنگ زنی ریز، پخ زنی زاویه دار و برس زنی خاکستر، تحت عملیات قرار میگیرد. در نهایت دیسک ترمز در مکانیزم تراشکاری اتوماتیک واژگون شده و وارد فرآیند بعدی میشود.