Rectifieuse combinée pour plaquettes de frein en polycarbonate
Principales étapes de l'opération :
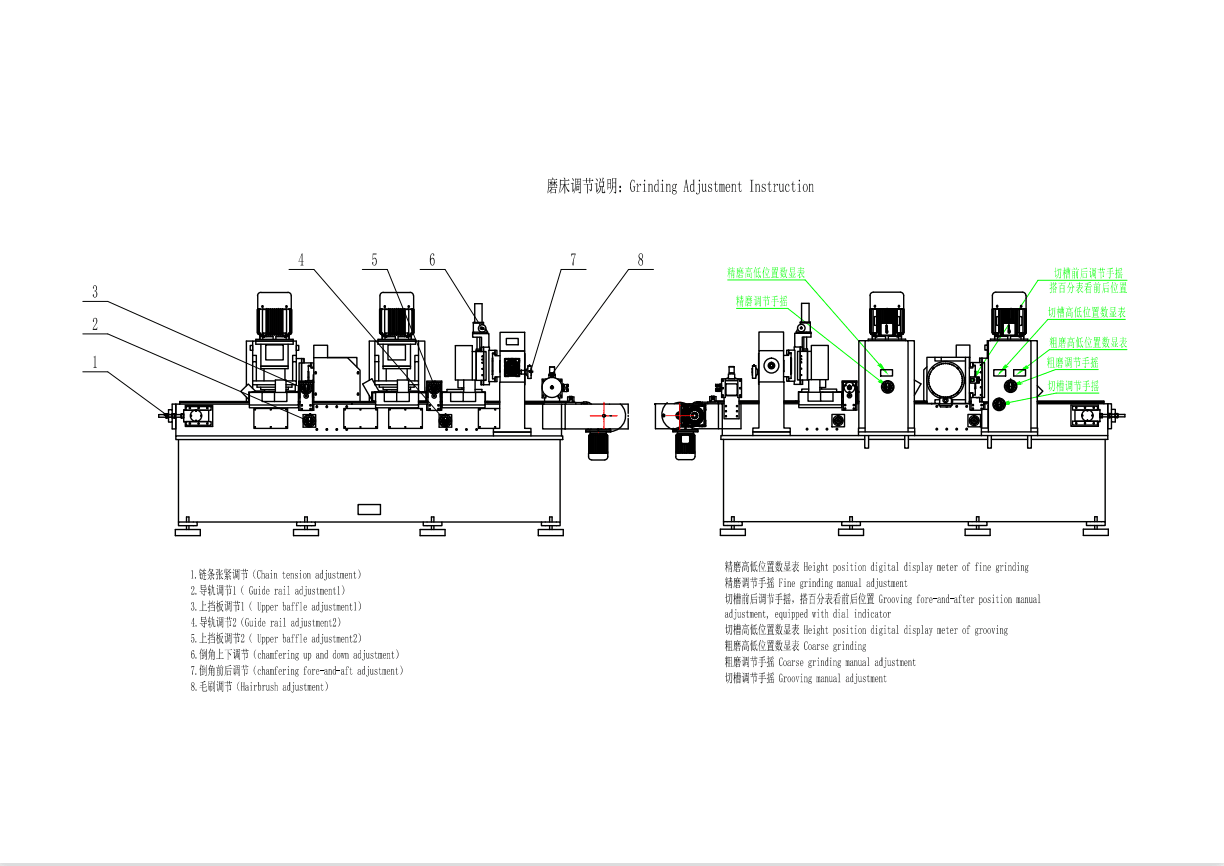
a. Ajuster la quantité de broyage :
Le degré de meulage s'ajuste en tournant la molette de réglage afin de modifier la distance entre la surface de meulage et le rail en acier blanc. Les dimensions supérieure et inférieure sont réglées à l'aide d'une règle graduée (précision de 0,01 mm) et verrouillées par une poignée de blocage.
b. Flux de travail (étape par étape)
1. Ouvrez l'aspiration des poussières et l'interrupteur principal, puis allumez le bouton d'alimentation, puis activez successivement le meulage grossier, le rainurage, le meulage fin, le chanfreinage d'angle, le brossage des cendres et le transport.
2. Soulevez le moteur de la tête de meulage, le moteur de rainurage et le moteur de chanfreinage à une certaine hauteur et ajustez-les légèrement selon vos besoins.
3. Vérifiez la taille du produit et la taille du broyage, calculez la taille totale du broyage.
4. Réduisez (ajustez la quantité de broyage) le moteur de broyage grossier à 80 % de la quantité totale de broyage.
5. Abaissez (ajustez la profondeur de la rainure) le moteur de rainure aux dimensions requises.
6. Réduisez (ajustez la quantité de broyage) le moteur de broyage fin à 20 % de la quantité totale de broyage.
7. Réduire (ajuster la hauteur de meulage) à l'intérieur et à l'extérieur (ajuster la largeur de meulage) du moteur de chanfreinage aux exigences de taille du produit.
8. Ajuster la transmission de conversion de fréquence en fonction des exigences de sortie.
9. Arrêtez le moteur de convoyage, de brossage des cendres, de chanfreinage d'angle, de meulage fin, de rainurage, de meulage grossier, puis éteignez l'interrupteur d'alimentation et abaissez l'interrupteur principal.

La rectifieuse linéaire à convoyage CGM-P600 est une machine-outil spéciale conçue pour le traitement de surface des matériaux de friction des plaquettes de freins à disque de véhicules. Elle est adaptée au meulage, au rainurage, au chanfreinage et au brossage de différents types de plaquettes, garantissant ainsi la rugosité de surface, le parallélisme et autres exigences des plaquettes de friction.
Cette machine-outil intègre les opérations d'ébauche, de rainurage, de finition, de chanfreinage, de brossage et de retournement. Elle offre une productivité élevée et une qualité constante. Adaptée à la production en série, elle se caractérise par sa simplicité d'utilisation, sa facilité de réglage, sa haute précision et son alimentation continue des pièces.

La machine complète est composée d'un socle, d'un convoyeur, d'un ensemble de dégrossissage, d'un ensemble de rainurage, d'un ensemble de meulage fin, d'un ensemble de chanfreinage, d'un ensemble de brossage des cendres, d'un mécanisme de retournement et d'un ensemble d'aspiration des poussières.
Le principe de fonctionnement de la machine est le suivant : le disque de frein est poussé dans le rail de guidage en acier blanc à aimant permanent par la bande de poussée, puis subit les étapes suivantes : ébauche, rainurage, finition, chanfreinage, brossage. Enfin, le disque est retourné par le mécanisme de retournement automatique et passe à l’étape suivante.