PCブレーキパッド用複合研削盤
主な操作手順:
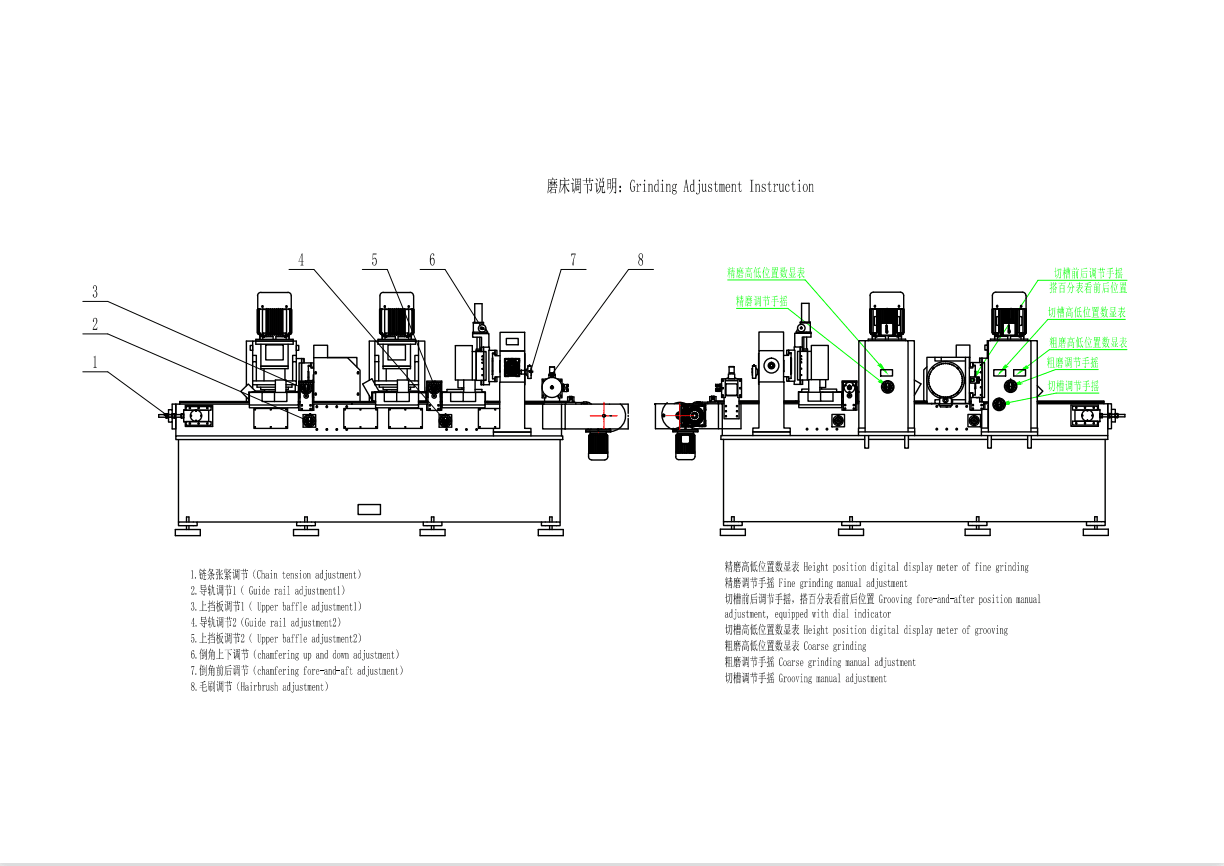
a. 粉砕量を調整します。
研磨量は、調整ハンドルを回して研磨面と白鋼レールの距離を調整することで調整します。上下寸法は、ライトルーラー(ライトルーラーの精度は0.01mm)で調整し、ロックハンドルで固定します。
b. ワークフロー(ステップバイステップ)
1. 集塵とメインスイッチを開き、電源ボタンをオンにして、粗研削、溝入れ、微研削、角取り、灰落とし、搬送の順にオンにします。
2. 研削ヘッドモーター、溝入れモーター、面取りモーターを特定の高さまで持ち上げ、必要に応じてわずかに調整します。
3. 製品サイズと粉砕サイズを確認し、合計粉砕サイズを計算します。
4.粗粉砕モーターの回転数を全粉砕量の80%に下げます(粉砕量を調整します)。
5. 溝モーターをサイズ要件に合わせて下げます(溝の深さを調整します)。
6. 微粉砕モーターを全粉砕量の20%に減らします(粉砕量を調整します)。
7. 製品のサイズ要件に合わせて、面取りモーターを縮小(研削高さを調整)および縮小(研削幅を調整)します。
8. 出力要件に応じて周波数変換伝送を調整します。
9. 搬送、灰払い、角度面取り、微研削、溝入れ、粗研削モーターを停止し、電源スイッチをオフにして、メインスイッチを引き下げます。

CGM-P600搬送式リニアグラインダーは、車両用ディスクブレーキパッドの摩擦材の表面加工に特化した工作機械です。各種ディスクパッドの研削、溝入れ、角面取り、アッシュブラッシングに適しており、摩擦パッドの表面粗さ、平行度などの要件を満たすことができます。
粗研削、溝入れ、精研削、面取り、研磨、反転加工を一体化した加工機です。高い生産効率と安定した品質を誇り、大量生産のニーズにも適しています。操作が簡単で調整が容易、高精度、連続送りが可能といった特徴を備えています。

機械全体は、ベース、コンベア、粗研削アセンブリ、溝入れアセンブリ、微研削アセンブリ、面取りアセンブリ、灰払いアセンブリ、反転機構、および集塵アセンブリで構成されています。
本機の動作原理は、ブレーキディスクが搬送用プッシュストリップによって永久磁石付き白鋼ガイドレールに押し込まれ、粗研削、溝入れ、精研削、角面取り、アッシュブラッシング加工を経て、最終的に自動旋回機構によって反転され、次の工程へと進みます。