Szlifierka kombinowana do klocków hamulcowych PC
Główne kroki operacyjne:
a. Dostosuj ilość mielenia:
Ilość szlifowania reguluje się poprzez obrót pokrętła regulacyjnego, zmieniając odległość między powierzchnią szlifującą a białą stalową prowadnicą. Górne i dolne wymiary są regulowane za pomocą lekkiej linijki (dokładność lekkiej linijki wynosi 0,01 mm) i blokowane za pomocą uchwytu blokującego.
b. Przepływ pracy (krok po kroku)
1. Otwórz odsysanie pyłu i wyłącz główny wyłącznik, a następnie włącz przycisk zasilania, włącz kolejno szlifowanie zgrubne, rowkowanie, szlifowanie dokładne, fazowanie kątowe, szczotkowanie popiołu i transport.
2. Podnieś silnik głowicy szlifierskiej, silnik rowkujący i silnik fazujący na określoną wysokość i delikatnie wyreguluj według swoich potrzeb.
3. Sprawdź rozmiar produktu i stopień zmielenia, oblicz całkowity rozmiar zmielenia.
4. Zmniejsz (dostosuj ilość mielenia) prędkość mielenia grubego do 80% całkowitej ilości mielenia.
5. Obniż (dostosuj głębokość rowka) silnik rowkowy do wymaganego rozmiaru.
6. Zmniejsz (dostosuj ilość mielenia) prędkość silnika do mielenia drobnego do 20% całkowitej ilości mielenia.
7. Zmniejsz (dostosuj wysokość szlifowania) i wysuń (dostosuj szerokość szlifowania) silnik fazujący, aby dostosować go do wymagań dotyczących rozmiaru produktu.
8. Dostosuj konwersję częstotliwości transmisji do wymagań wyjściowych.
9. Wyłącz silniki transportu, szczotkowania popiołu, fazowania kątowego, szlifowania dokładnego, rowkowania, szlifowania zgrubnego, a następnie wyłącz wyłącznik zasilania i pociągnij w dół wyłącznik główny.

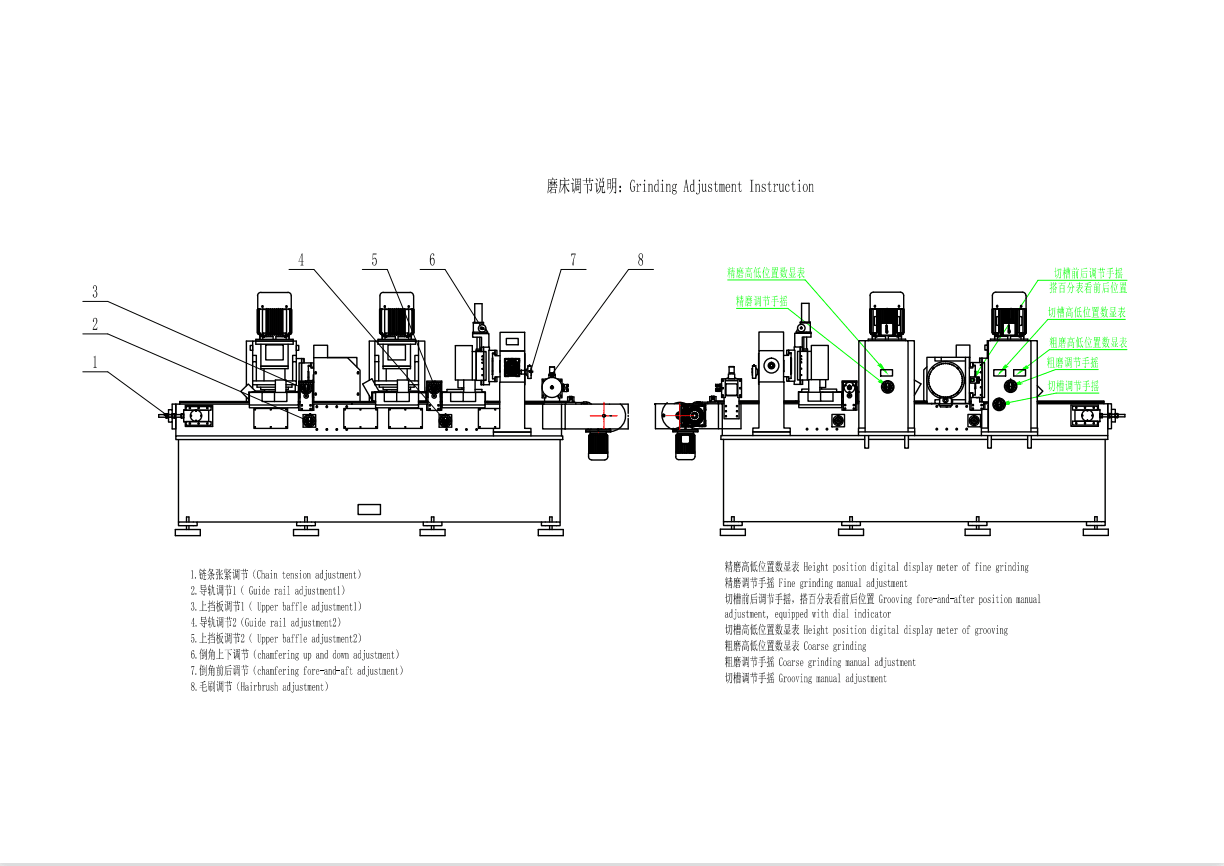
Szlifierka liniowa CGM-P600 to specjalistyczna obrabiarka do obróbki powierzchniowej materiałów ciernych klocków hamulcowych pojazdów. Nadaje się do szlifowania, rowkowania, fazowania kątowego i szczotkowania popiołem różnych typów klocków tarczowych, zapewniając chropowatość powierzchni, równoległość i inne wymagania dotyczące klocków ciernych.
To obrabiarka skrawająca łącząca szlifowanie zgrubne, rowkowanie, szlifowanie precyzyjne, fazowanie, szczotkowanie popiołu i obrót. Charakteryzuje się wysoką wydajnością produkcji i stabilną jakością. Maszyna nadaje się również do produkcji masowej. Charakteryzuje się prostotą obsługi, łatwą regulacją, wysoką precyzją i ciągłym podawaniem elementów.

Cała maszyna składa się z podstawy, przenośnika, zespołu do szlifowania zgrubnego, zespołu do rowkowania, zespołu do szlifowania dokładnego, zespołu do fazowania, zespołu szczotkowania popiołu, mechanizmu obrotowego i zespołu odsysania pyłu.
Zasada działania maszyny polega na tym, że tarcza hamulcowa jest wciskana w prowadnicę z białej stali z magnesem trwałym za pomocą taśmy dociskowej, a następnie poddawana szlifowaniu zgrubnemu, rowkowaniu, szlifowaniu precyzyjnemu, fazowaniu kątowemu i szczotkowaniu popiołem. Na koniec tarcza hamulcowa jest obracana w automatycznym mechanizmie obrotowym i przechodzi do kolejnego procesu.